

 吴工
吴工
机床主轴中使用的轴承类型及其重要性
在机械加工领域,数控机床和高精度这两个词是相辅相成的。 当今的复杂零件必须满足超高的公差要求,而这正是这些机床精度的体现。 即使是最微小的误差也会导致代价高昂的错误,并大大降低生产效率。 说到数控机床的效率,机床主轴是最关键的因素,因为它们主要负责驱动数控机床的切割头。 ...
压配合是几乎每一台旋转机械中都会用到的基础知识——从汽车轮毂轴承到工业泵主轴,无处不在。
但工程师们仍然会犯错。
配合过松的轴承会在轴承座内旋转,在几周内损坏孔径。
压得过紧则会在首次启动时就导致外圈开裂。
公差数值引用自 ISO 286-1:2010 标准。
安装指导参照轴承制造商公开发布的规范。
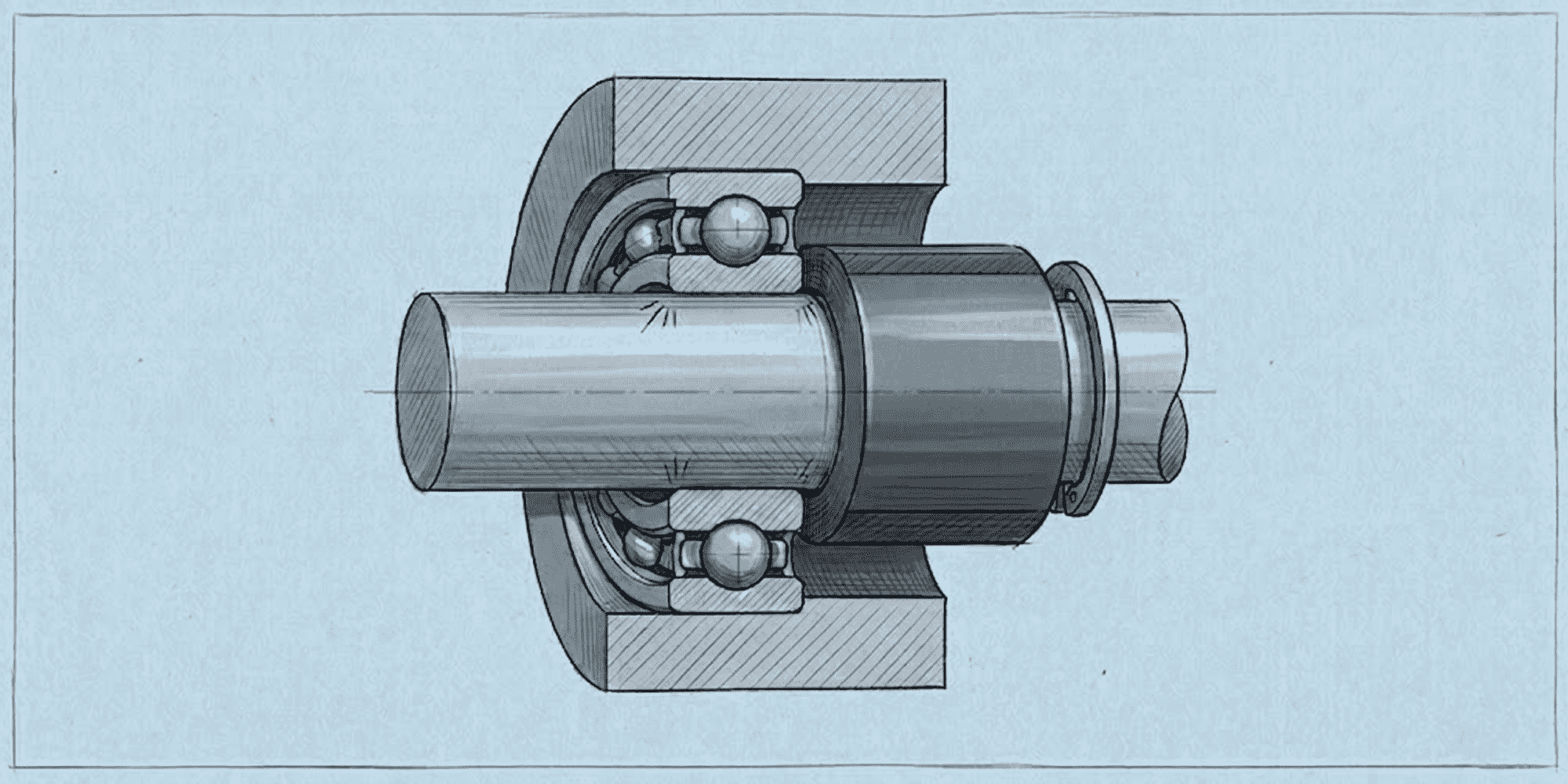
压配合——也称过盈配合——是一种轴的尺寸略大于其所插入孔径的连接方式。
这个尺寸差称为过盈量。
装配时,材料发生弹性变形,形成完全依靠摩擦力固定的夹紧连接。
无需任何紧固件或胶黏剂。
过盈量就是装配前两个直径之间的差值:
过盈量 = 轴径 − 孔径
对于钢对钢装配在正常工业载荷下,25 mm 轴的典型过盈量为 0.025 mm 至 0.075 mm(0.001" 至 0.003")。
不足一根头发的直径——却足以承受数千牛顿的轴向和径向力。
轴承几乎总是在至少一个套圈上采用过盈配合——这是经过深思熟虑的选择,而非随意为之。
能在座孔内移动的轴承会提前失效。
这种失效模式称为蠕动——套圈在循环载荷或振动作用下在轴承座内或轴上发生轻微旋转。
结果是微动腐蚀:那种常见的橙棕色粉末侵蚀接触表面。
蠕动一旦开始便会加速。孔径不断扩大。
过盈量最终完全消失。
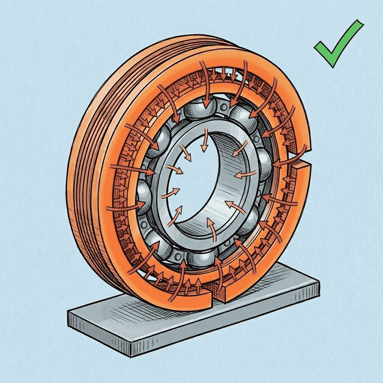
正确安装的压配合轴承通过将套圈锁定在原位来消除蠕动。
载荷直接通过过盈连接传递,将接触几何形状精确保持在轴承设计师所预期的位置。
规则很简单:旋转套圈始终采用过盈配合。静止套圈采用较松的配合,以便拆卸维修。
例外情况:若两个套圈相对于载荷方向均旋转——这在某些行星齿轮设计中会出现——则两个套圈均需采用过盈配合。请参阅轴承制造商的应用指南。
不一定——但大多数旋转应用确实需要。
是否需要压配合轴承取决于哪个套圈相对于载荷方向旋转。
实际上,电动机中的深沟球轴承几乎普遍采用 m5 或 k5 轴公差。
立式轴承座——输送和农业设备中常见的一体式轴承座——通常使用锥形锁紧或适配套筒,而非直接过盈配合。
这是一种合理的例外,而非偷懒的捷径。
公差选择遵循ISO 286-1:2010,即国际极限与配合标准。
每个公差代号由一个字母(公差带相对于基准零线的位置)和一个数字(IT 等级,决定公差带宽度)组成。
对于轴上的旋转内圈,标准过盈配合公差如下:
以上数值适用于 25 mm 公称直径(依据 ISO 286-1)。过盈量随轴径增大而增加——50 mm 以上时公差带偏移显著,务必参阅轴承制造商针对实际孔径的安装公差表。
对于轴承座孔中的静止外圈:
将压配合轴承压装到轴上会减小其内部游隙——而大多数工程师并未考虑到这一点。

内圈在过盈力作用下发生膨胀,缩小了滚道与滚动体之间的间隙。
根据经验法则,轴过盈量的约 80% 会转化为径向内部游隙的减少量(这是近似值——实际比例取决于套圈几何形状和材料)。
因此,25 mm 轴上 0.030 mm 的过盈量将使内部游隙减少约 0.024 mm。
如果您为应对高工作温度而选用了 C3(额外游隙)轴承,在选择游隙组时必须考虑这一减少量——否则轴承可能在意外的预载下运行。
不正确的安装是轴承过早失效的首要原因。
敲击滚动体而非套圈端面的轴承会产生从外部看不见的滚道损伤,却会在计算寿命的一小部分时间内导致失效。
适用于过盈量较小(通常不超过约 0.05 mm)的较小轴承,使用心轴压力机或液压压力机。

对于较大轴承或过盈量较大的情况,加热轴承使内圈膨胀,无需压力即可滑入轴上。
这种方法对轴承的损伤更小,发生安装损坏的概率也大幅降低。
在批量生产中,感应加热器是最优选择——3 至 5 分钟即可达到目标温度,精确断电控制,且无油污染或火灾风险。
调心球轴承和球面滚子轴承通常提供锥孔版本(1:12 或 1:30 锥度)。
这类轴承安装在锥形适配套筒上,而非直接安装在轴上。
液压螺母旋入套筒,施加受控轴向力,将轴承沿锥面向上推进。
过盈量由轴向推进距离决定,而非轴/孔直径。
轴承制造商的安装表会给出每种规格轴承所需的推进量(毫米)——例如,80 mm 孔径的 22216 球面滚子轴承在 1:12 锥面上,需从零游隙位置推进约 0.90–1.25 mm。
这种方法在输送和重型工业应用中特别有价值,因为轴承可以在不损伤轴的情况下拆卸和重装,且过盈量通过测量而非感觉来精确控制。
两爪或三爪轴承拆卸器是从轴上提取轴承的标准工具。
爪钩夹持在内圈端面后方——而不是外圈,更不是保持架或滚动体。
中心螺栓顶住轴端,拧紧时施加稳定的轴向抽取力。
几点注意事项:将爪钩尽量靠近套圈端面,以减小爪钩上的弯曲应力。
缓慢施力——急剧冲击会通过滚动体传递冲击载荷,对本来还可使用的轴承造成布氏压痕损伤。
若轴承极为紧固,可考虑液压辅助拆卸器——以液压顶杆取代中心螺栓,提供更可控的力,并消除爪钩滑脱的风险。
务必拉动有过盈配合的套圈。
拉动外圈从轴上提取轴承会使滚动体在非预期方向受力,造成损坏。
对于安装在轴承座内的轴承——或拆卸器无法着力的情况——配备合适尺寸套筒的液压压力机是最佳选择。
牢固支撑轴承座或轴,确保载荷路径直接通过套筒传递到被拆卸的套圈上。
套筒只能接触被拆套圈的端面——不得接触轴、滚动体或保持架。
一套规格齐全的轴承安装/拆卸套筒可覆盖大多数常用孔径,是维修车间最实用的投资之一。
缓慢均匀地施加压力机压力。
若轴承在前 2–3 mm 行程内不移动,应立即停止并检查对准情况。
对歪斜的轴承施加全力可能导致轴承座或套圈开裂。
干冰(−78°C / −109°F)使钢轴每 25 mm 直径每 100°C 温降收缩约 0.030 mm(钢的线性热膨胀系数:12 × 10−6/°C)。
对于从 20°C 冷却至 −78°C(降温约 100°C)的 50 mm 轴,直径约减小 0.060 mm——足以有效减小轻度至中度过盈配合的过盈量。
用干冰包裹轴 10–15 分钟,同时保持轴承座在室温下(或轻微加热)。
差异热变形减小了过盈量,轴承通常可以用适度力量而非压力机驱出。
这种方法最适用于拆卸器或压力机难以接触到的位置,或需要保护精密轴表面的场合。
结合对轴承外圈施加轻度热量可获得最佳效果——但温度须控制在 100°C 以下,以免影响套圈热处理效果。
注意:不要用切削工具拆卸打算继续使用的轴承。如果要切除即将更换的轴承,请在工具与轴之间垫一条金属或木条以保护轴表面——轴上的切痕会产生应力集中,可能引发疲劳裂纹。

大多数压配合计算公式基于钢对钢装配。
若使用铸铁轴承座,过盈量应取钢制座孔计算值的约 60%。
铸铁抗拉强度较低,容易因环向应力开裂——尤其是在薄壁或有加强肋的轴承座中,应力集中更为明显。
铝制轴承座需要更加谨慎。
铝的热膨胀系数约为 23 × 10−6/°C,钢约为 12 × 10−6/°C——约为钢的两倍。
在典型工作温度 80°C(比 20°C 室温升高 60°C)下,50 mm 铝制轴承座比钢制轴承外圈多膨胀约 0.033 mm(50 × 11 × 10−6 × 60)。
这种膨胀会直接减小有效过盈量。
在确定最终公差前务必进行热计算。
室温下正确的配合在铝制轴承座工作温度下可能接近零过盈。
以减少室温过盈量 40–50% 作为起点,再根据实际温差进行验证。
检查或拆卸时需关注以下迹象:
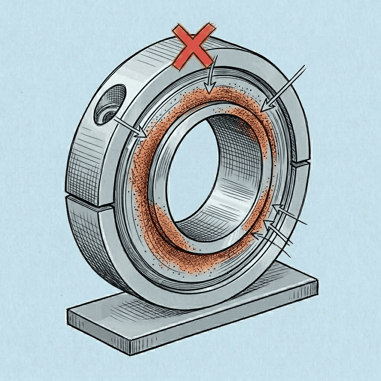
确认微动腐蚀后,切勿以相同公差安装新轴承。
孔径此时已超规。
处理方案按优先级排序如下:涂抹轴承固持剂(工业粘合剂供应商提供专用厌氧胶)、用精磨镶套修复轴承座,或更换轴承座。
会出现两个问题。外圈的环向应力——或轴的压应力——可能超过材料屈服强度,导致装配过程中套圈开裂或轴变形。
即使装配成功,内部游隙也可能被完全消除,轴承在持续预载下运行:高接触应力、温度升高,疲劳寿命大幅缩短。
薄壁轴承座风险尤其突出。过大的过盈量可能使其椭圆化,导致外滚道变形,即使在中等载荷下也会产生振动和早期剥落。
大多数情况下不行。无论是用拆卸器还是压力机拆卸,过程都会对滚道和滚动体造成应力。
微裂纹可能在毫无外观异常的情况下形成。
此外,轴承座孔在首次压配合后通常会略微增大,因此重装轴承的实际过盈量将小于规格值。
对于电机、齿轮箱、泵等关键应用,请始终安装新轴承。在成本确实受限的非关键场合,应放大检查轴承、用内径规检测孔径,并重新计算实际过盈量后再决定是否重用。
压配合轴承轮毂是指轴承外圈直接压入轮毂孔——无需螺栓、卡簧或独立支架的车轮轮毂或机械轮毂。
这是大多数乘用车前轮总成的标准结构。
轮毂孔径至关重要。孔径偏大——哪怕只有 0.01–0.02 mm——都会导致轴承蠕动、发热并提前失效。
精密汽车装配中,安装前后对轮毂孔径进行检测是标准作业流程。
是的,有所不同。角接触轴承通常成对安装——背靠背(DB)或面对面(DF)——轴向预载与径向过盈配合同等重要。
过盈配合提供径向定位;预载则单独设定,方式为研磨套圈端面至指定厚度,或将锁紧螺母拧紧至计算扭矩值。
角接触轴承组的过盈量偏差会导致预载偏移。
过盈量过大会压缩内部游隙,在设计预载之上叠加意外预载——导致轴承过热,寿命显著缩短。
以下是最常用数据的快速参考:
压配合并不复杂——但容差很小。
0.020 mm 的过盈量误差就可能显著缩短轴承的计算寿命。
这个轴承便能在很长时间内免于维护,无需再次关注。
在机械加工领域,数控机床和高精度这两个词是相辅相成的。 当今的复杂零件必须满足超高的公差要求,而这正是这些机床精度的体现。 即使是最微小的误差也会导致代价高昂的错误,并大大降低生产效率。 说到数控机床的效率,机床主轴是最关键的因素,因为它们主要负责驱动数控机床的切割头。 ...

滚珠轴承是处理负载和减少机器摩擦的关键部件,是不可或缺的组成部分,但却常常不为人所注意。 从汽车到飞机,从小玩意儿到家用设备,它们都被广泛使用。 了解轴承的用途有助于我们掌握它们在众多系统高效运行中的重要作用。 球轴承 了解球轴承 什么是球轴承?...

滚珠轴承是工业界的无名英雄,在各行各业的机械平稳运行中发挥着不可或缺的作用。 但是,球轴承是如何制造的?球轴承是由什么制成的? 让我们深入了解球轴承的制造过程,包括定制轴承、质量控制措施及其广泛应用。 什么是球轴承? 球轴承是一种机械部件,旨在减少旋转摩擦,同时承受径向和轴向载荷。 ...