

 Richard
Richard
Fallos en los cojinetes dentales: causas, síntomas y prevención
Cada vez que coge una pieza de mano dental, confía en un componente diminuto pero fundamental: el rodamiento. Estas pequeñas piezas de precisión...
El ajuste a presión es uno de esos fundamentos que aparece en casi todas las máquinas rotativas — desde el rodamiento de la rueda de tu coche hasta el husillo de una bomba industrial.
Y aun así, los ingenieros siguen cometiéndolo mal.
Un rodamiento instalado con un ajuste demasiado holgado gira dentro de su alojamiento y destruye el agujero en cuestión de semanas.
Uno presionado con demasiada fuerza agrieta el anillo exterior en el primer arranque.
Los valores de tolerancia están tomados de la norma ISO 286-1:2010.
Las instrucciones de instalación están alineadas con las especificaciones publicadas por los fabricantes de rodamientos.
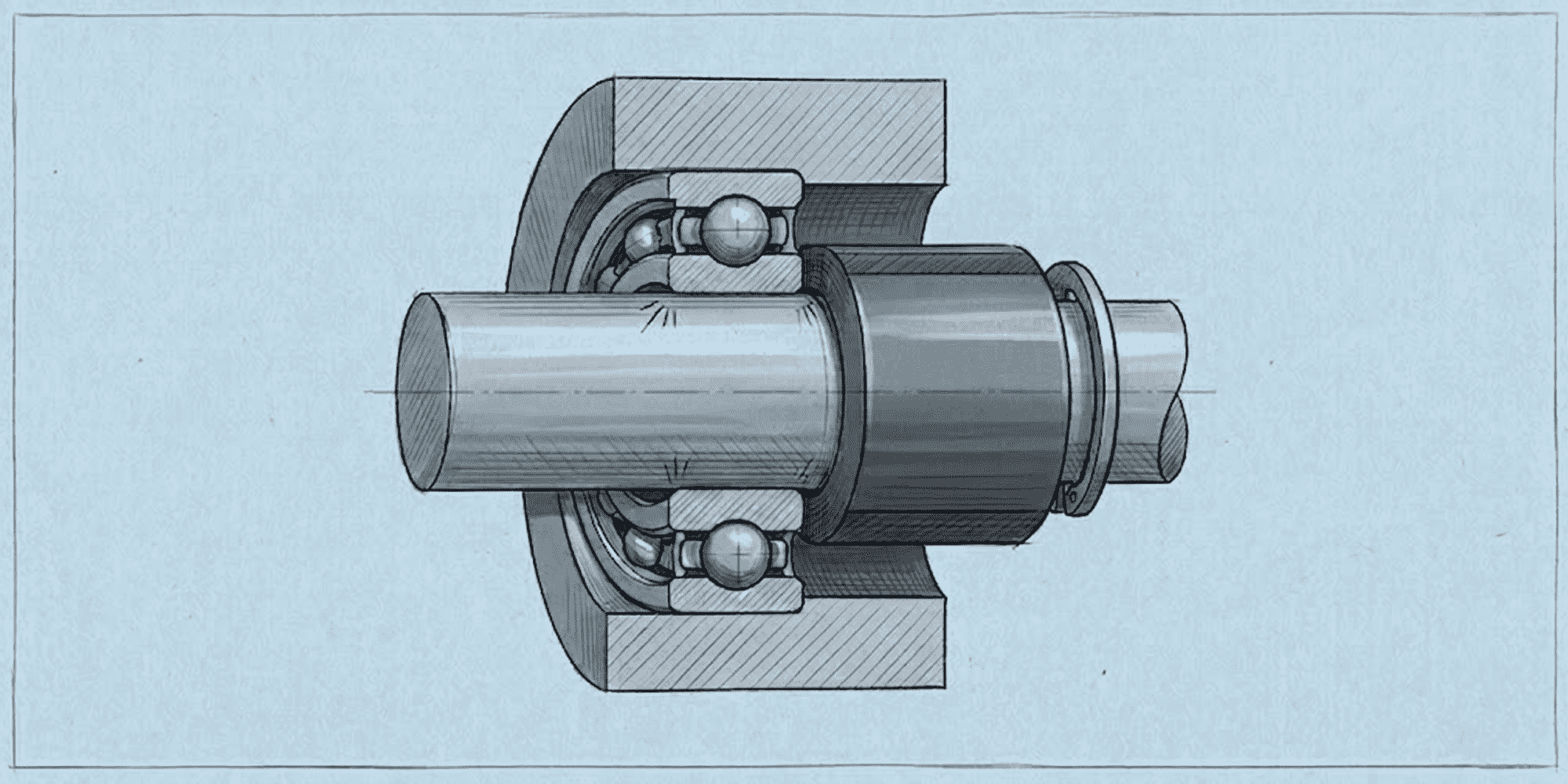
Un ajuste a presión — también llamado ajuste con interferencia — es una unión en la que el eje es intencionalmente un poco más grande que el agujero en el que se introduce.
Esa diferencia de tamaño se llama interferencia.
Al ensamblar, el material se deforma elásticamente, creando una conexión fijada por fricción.
Sin sujetadores. Sin adhesivo.
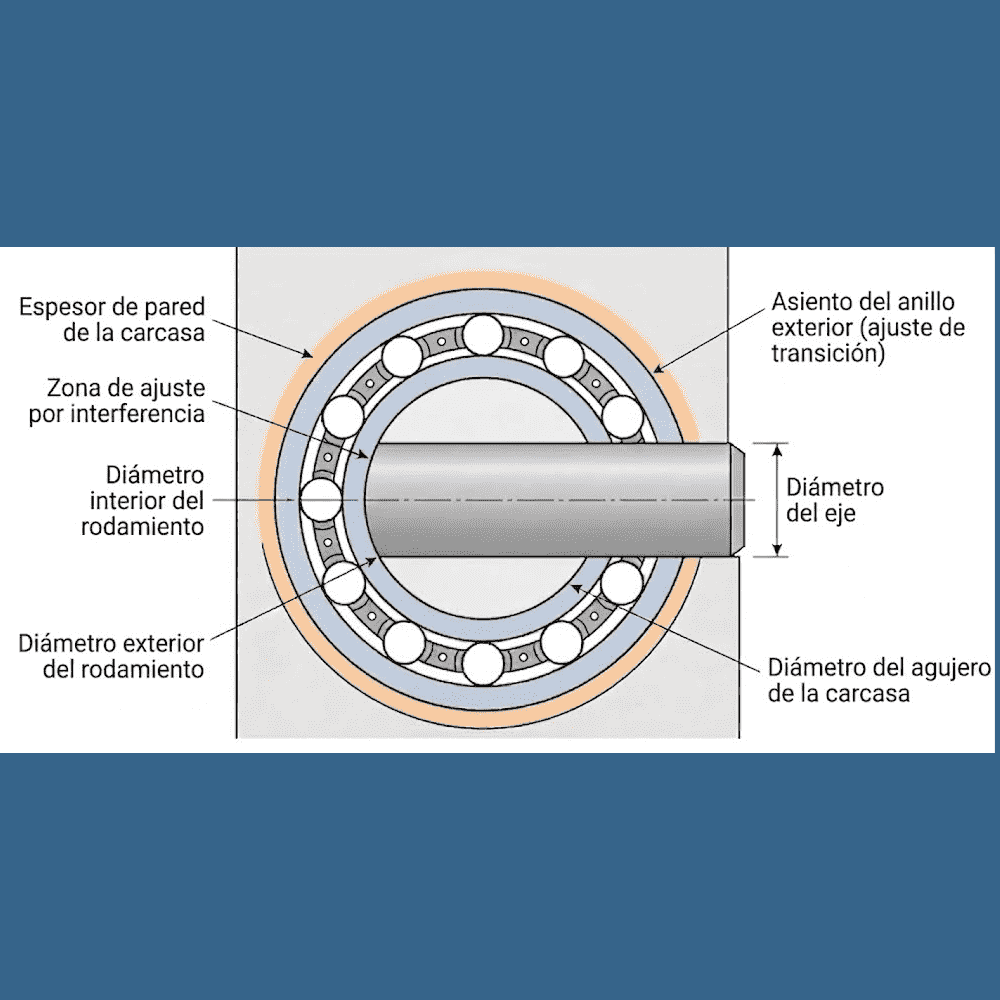
La interferencia es simplemente la diferencia entre los dos diámetros antes del ensamblaje:
Interferencia = Diámetro del eje − Diámetro del agujero
Para un ensamblaje acero sobre acero bajo cargas industriales normales, una interferencia típica es de 0,025 mm a 0,075 mm (0,001" a 0,003") para un eje de 25 mm.
Eso es menos que el ancho de un cabello humano — pero es suficiente para resistir miles de newtons de fuerza axial y radial.
Los rodamientos casi siempre utilizan un ajuste con interferencia en al menos un anillo — y esa elección es deliberada, no arbitraria.
Un rodamiento que puede moverse en su asiento fallará prematuramente.
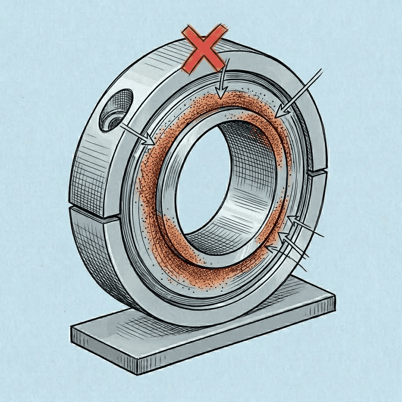
El modo de fallo se llama fluencia — el anillo gira ligeramente dentro de su alojamiento o sobre su eje debido a la carga cíclica o la vibración.
El resultado es la corrosión por rozamiento: ese familiar polvo marrón anaranjado que erosiona la superficie de contacto.
Una vez que comienza la fluencia, se acelera. El agujero crece.
La interferencia desaparece por completo.
Un rodamiento con ajuste a presión correctamente instalado elimina la fluencia al bloquear el anillo en su lugar.
La carga se transfiere a través de la propia unión de interferencia, manteniendo la geometría de contacto exactamente donde el diseñador del rodamiento pretendía.
La regla: el anillo giratorio siempre recibe el ajuste con interferencia. El anillo estacionario recibe un ajuste más holgado para poder ser retirado en el mantenimiento.
Excepción: si ambos anillos giran con respecto a la dirección de la carga — lo que ocurre en ciertos diseños de engranajes planetarios — ambos anillos requieren ajustes con interferencia. Consulte la guía de aplicaciones del fabricante del rodamiento.
No — pero la mayoría de las aplicaciones rotativas sí.
Si un rodamiento con ajuste a presión es necesario depende de qué anillo gira con respecto a la dirección de la carga.
En la práctica, los rodamientos de ranura profunda en motores eléctricos usan casi siempre una tolerancia de eje m5 o k5.
Las unidades de soporte — los alojamientos autocontenidos comunes en equipos de transporte y agrícolas — suelen utilizar un bloqueo cónico o un manguito adaptador en lugar de un ajuste por interferencia directo.
Eso es una excepción legítima, no un atajo.
La selección de tolerancias sigue la norma ISO 286-1:2010, el estándar internacional para límites y ajustes.
Cada designación de tolerancia combina una letra (la posición de la banda de tolerancia con respecto al cero nominal) y un número (el grado IT, que establece el ancho de tolerancia).
Para un anillo interior giratorio sobre un eje, las tolerancias de interferencia estándar son:
Estos valores corresponden a un diámetro nominal de 25 mm según la norma ISO 286-1.
La interferencia aumenta con el diámetro del eje — utilice siempre las tablas de tolerancias de montaje del fabricante del rodamiento para su diámetro real, ya que los rangos varían considerablemente por encima de 50 mm.
Para un anillo exterior estacionario en el agujero del alojamiento:
Presionar un rodamiento con ajuste a presión sobre un eje reduce su holgura interna — y la mayoría de los ingenieros no tienen esto en cuenta.
El anillo interior se expande bajo la fuerza de interferencia, cerrando la brecha entre las pistas y los elementos rodantes.
Como regla general, aproximadamente el 80% de la interferencia del eje se traduce en una reducción de la holgura radial interna (esto es una aproximación — la proporción real depende de la geometría del anillo y el material).
Así, una interferencia de 0,030 mm en un eje de 25 mm reduce la holgura interna en aproximadamente 0,024 mm.
Si ha especificado rodamientos C3 (holgura extra) para manejar altas temperaturas de funcionamiento, tenga en cuenta esta reducción al seleccionar el grupo de holgura — de lo contrario, el rodamiento puede funcionar con una precarga inesperada.
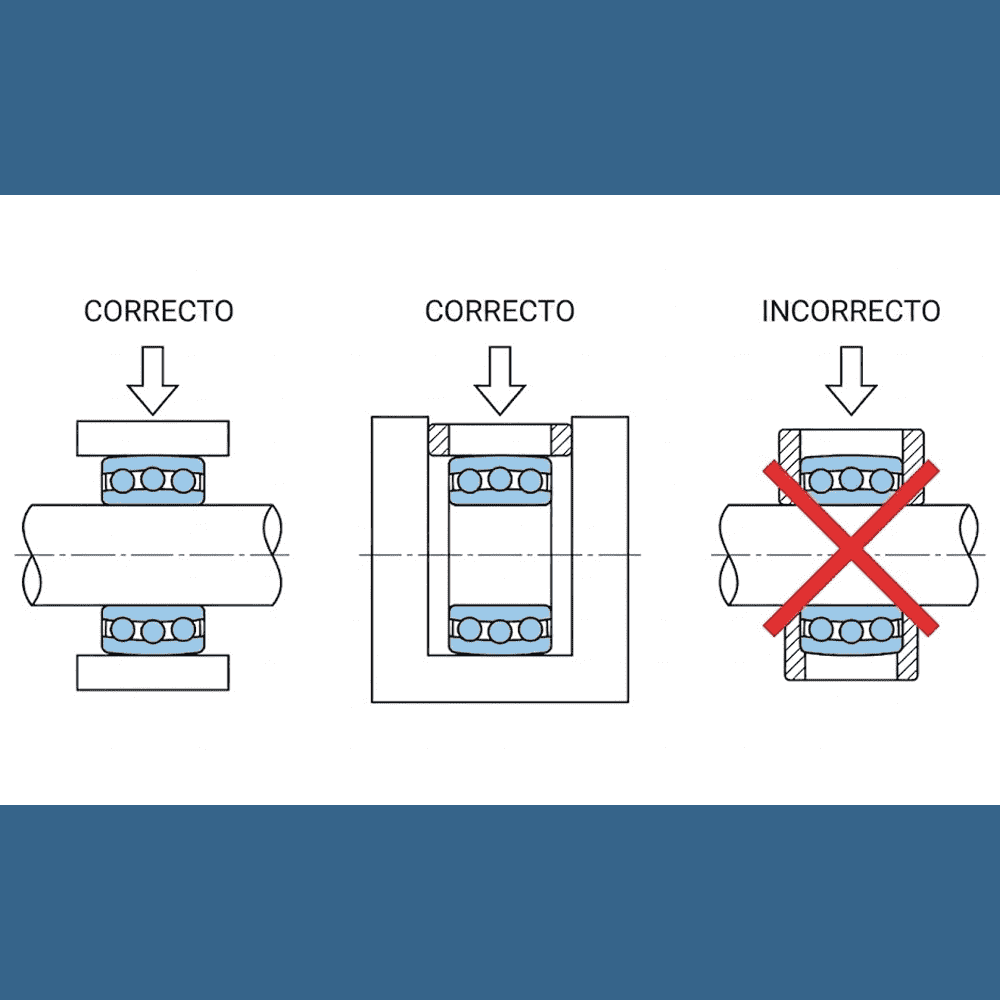
Una instalación incorrecta es la principal causa de fallo prematuro del rodamiento.
Un rodamiento golpeado en sus elementos rodantes — en lugar de en la cara del anillo — puede sufrir daños en la pista que no son visibles externamente, pero que provocarán un fallo en una fracción de la vida útil calculada.
Más adecuado para rodamientos pequeños con interferencia baja (generalmente hasta aproximadamente 0,05 mm), usando una prensa de árbol o prensa hidráulica.
Para rodamientos más grandes o valores de interferencia más altos, calentar el rodamiento expande el anillo interior lo suficiente como para que se deslice sobre el eje sin fuerza de presión.
Esto es más suave para el rodamiento y mucho menos probable que cause daños.
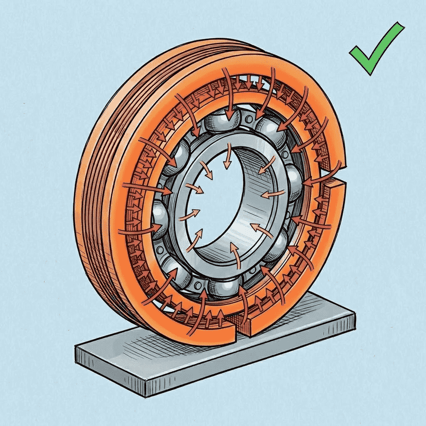
Los calentadores de inducción son la herramienta preferida en entornos de producción — de 3 a 5 minutos hasta la temperatura objetivo, control preciso de corte y sin riesgo de contaminación por aceite ni incendio.
Los rodamientos de bolas de alineación automática y los rodamientos de rodillos esféricos suelen estar disponibles con agujeros cónicos (conicidad 1:12 o 1:30).
Estos se montan sobre un manguito adaptador cónico en lugar de directamente sobre el eje.
Una tuerca hidráulica se atornilla al manguito y aplica una fuerza axial controlada para empujar el rodamiento hacia arriba en el cono.
La interferencia se determina por la distancia de avance axial, no por los diámetros del eje o del agujero.
La tabla del fabricante del rodamiento indica el avance necesario en milímetros para cada tamaño de rodamiento — por ejemplo, un rodamiento de rodillos esféricos 22216 (agujero de 80 mm) en un cono 1:12 requiere un avance de aproximadamente 0,90–1,25 mm desde la posición de holgura cero.
Este método es especialmente valioso en aplicaciones de transporte e industriales pesadas porque los rodamientos pueden desmontarse y remontarse sin dañar el eje, y la interferencia se establece de forma consistente por medición en lugar de a ojo.
Un extractor de rodamientos de dos o tres garras es la herramienta estándar para extraer rodamientos de los ejes.
Las garras se sujetan detrás de la cara del anillo interior — no del anillo exterior, y nunca de la jaula ni de los elementos rodantes.
El perno central apoya contra el extremo del eje y aplica una fuerza de extracción axial constante a medida que se aprieta.
Algunas cosas que hay que hacer bien: posicione las garras lo más cerca posible de la cara del anillo para minimizar el esfuerzo de flexión sobre las garras.
Aplique la fuerza lentamente — un impacto brusco puede transferir una carga de choque a través de los elementos rodantes y brinelizar las pistas de un rodamiento que de otro modo sería serviciable.
Si el rodamiento está extremadamente apretado, considere un extractor con asistencia hidráulica — sustituye el perno central por un émbolo hidráulico, proporcionando una fuerza más controlada y eliminando el riesgo de que las garras resbalen.
Extraiga siempre el anillo que tiene el ajuste con interferencia.
Extraer el anillo exterior para sacar un rodamiento de un eje carga los elementos rodantes en una dirección no prevista y los dañará.
Para rodamientos alojados en carcasas — o donde un extractor no puede hacer palanca — una prensa hidráulica con un manguito del tamaño correcto es la opción más limpia.
Soporte el alojamiento o el eje firmemente para que la trayectoria de carga vaya directamente a través del manguito hasta el anillo que se está extrayendo.
El manguito debe contactar únicamente la cara del anillo que se extrae — no el eje, los elementos rodantes ni la jaula.
Un juego de manguitos graduados de instalación/extracción de rodamientos cubre los tamaños de agujero más comunes y es una de las inversiones más útiles para un taller de mantenimiento.
Aplique la fuerza de prensa lenta y uniformemente.
Si el rodamiento no se mueve dentro de los primeros 2–3 mm de recorrido de la prensa, detenga y compruebe la alineación.
Aplicar toda la fuerza de la prensa a un rodamiento inclinado puede agrietar el alojamiento o el anillo.
El hielo seco (−78 °C / −109 °F) contrae un eje de acero aproximadamente 0,030 mm por cada 25 mm de diámetro por cada 100 °C de descenso de temperatura (coeficiente de expansión lineal del acero: 12 × 10−6/°C).
Para un eje de 50 mm enfriado de 20 °C a −78 °C (un descenso de ~100 °C), eso supone aproximadamente 0,060 mm de reducción de diámetro — suficiente para reducir significativamente un ajuste con interferencia ligero o moderado.
Envuelva el eje con hielo seco durante 10–15 minutos manteniendo el alojamiento del rodamiento a temperatura ambiente (o calentándolo ligeramente).
La expansión diferencial reduce la interferencia y el rodamiento puede extraerse con fuerza moderada en lugar de con una prensa.
Este enfoque es más práctico cuando el rodamiento está en una ubicación de difícil acceso para un extractor o prensa, o cuando proteger la superficie de un eje de precisión es prioritario.
Combínelo con calor ligero aplicado al anillo exterior del rodamiento para máximo efecto — pero mantenga el calor por debajo de 100 °C para no afectar el tratamiento térmico del anillo.
Nota: No utilice una herramienta de corte para extraer un rodamiento que pretende conservar. Y si está cortando un rodamiento que va a ser reemplazado, proteja la superficie del eje con una tira de metal o madera entre la herramienta y el eje — una ranura cortada en un eje crea una concentración de tensiones que puede provocar grietas por fatiga posteriormente.

La mayoría de las fórmulas de ajuste a presión están escritas para acero sobre acero.
Si trabaja con un alojamiento de hierro fundido, use aproximadamente el 60% del valor de interferencia del acero.
El hierro fundido tiene menor resistencia a la tracción y es vulnerable al agrietamiento por tensión circunferencial — especialmente en alojamientos de paredes delgadas o con nervios donde la tensión se concentra de forma desigual.
Los alojamientos de aluminio requieren más cuidado.
El coeficiente de expansión térmica del aluminio es aproximadamente 23 × 10−6/°C, frente a 12 × 10−6/°C del acero — aproximadamente el doble.
A una temperatura de funcionamiento típica de 80 °C (un incremento de 60 °C desde los 20 °C ambiente), un alojamiento de aluminio de 50 mm se expande aproximadamente 0,033 mm más que el anillo exterior de acero del rodamiento con el mismo incremento (50 × 11 × 10−6 × 60).
Esa expansión reduce directamente la interferencia efectiva.
Realice el cálculo térmico antes de finalizar la tolerancia.
Un ajuste que es correcto a temperatura ambiente puede tener una interferencia casi nula a temperatura de funcionamiento en un alojamiento de aluminio.
Reduzca la interferencia a temperatura ambiente entre un 40–50% como punto de partida, luego verifique con su diferencial de temperatura real.
Estas son las señales que hay que buscar durante la inspección o el desmontaje:
Cuando se confirma la corrosión por rozamiento, no instale un rodamiento nuevo con la misma tolerancia.
El agujero ahora está sobredimensionado.
Opciones en orden de preferencia: aplique un compuesto de retención de rodamientos (los compuestos adhesivos anaeróbicos formulados para este fin están disponibles en proveedores de adhesivos industriales), forre el alojamiento con un inserto rectificado de precisión, o sustituya el alojamiento.
Dos cosas van mal. La tensión circunferencial en el anillo exterior — o la tensión de compresión en el eje — puede superar el límite elástico del material, agrietando el anillo o cediendo el eje durante la instalación.
E incluso si sobrevive al ensamblaje, la holgura interna puede eliminarse por completo, de modo que el rodamiento funciona con precarga constante: alta tensión de contacto, calor elevado y vida útil por fatiga reducida.
Un alojamiento de paredes delgadas corre un riesgo particular. Un exceso de interferencia puede ovalarlo, distorsionando la pista exterior y causando vibración y descascarillado temprano incluso con cargas moderadas.
En la mayoría de los casos, no. El proceso de extracción — ya sea mediante extractor o prensa — somete a estrés las pistas y los elementos rodantes.
Pueden formarse microfisuras sin ninguna señal visible.
Además, el agujero del alojamiento suele crecer ligeramente tras un primer ajuste a presión, por lo que cualquier rodamiento reinstalado tendrá menos interferencia que la especificada.
Para aplicaciones críticas — motores, cajas de engranajes, bombas — instale siempre un rodamiento nuevo. En situaciones no críticas donde el coste es una restricción real, inspeccione el rodamiento con aumento, compruebe el agujero con un calibre de agujero y recalcule la interferencia real antes de reutilizarlo.
Un cubo de rodamiento con ajuste a presión es un cubo de rueda o cubo mecánico donde el anillo exterior del rodamiento se presiona directamente en el agujero del cubo, sin pernos, anillos de retención ni portador separado.
Esta es la disposición estándar en la mayoría de los conjuntos de ruedas delanteras de vehículos de pasajeros.
El diámetro del agujero del cubo es fundamental. Si el agujero está sobredimensionado — incluso en 0,01–0,02 mm — el rodamiento fluirá, generará calor y fallará prematuramente.
La medición del agujero del cubo antes y después de la instalación del rodamiento es una práctica estándar en el ensamblaje automotriz de precisión.
Sí. Los rodamientos de contacto angular se instalan típicamente en pares combinados — espalda con espalda (DB) o cara con cara (DF) — y la precarga axial del conjunto es tan importante como el ajuste radial con interferencia.
La interferencia proporciona la localización radial; la precarga se establece por separado, ya sea rectificando las caras de los anillos a un espesor especificado o apretando una tuerca de bloqueo a un par calculado.
Un error en la interferencia de un conjunto de contacto angular desplaza la precarga.
Demasiada interferencia comprime la holgura interna, añadiendo una precarga no deseada sobre el valor diseñado — lo que hace que el rodamiento funcione caliente y acorta significativamente su vida útil.
Referencia rápida para las cifras más habituales:
El ajuste a presión no es complicado — pero los márgenes son pequeños.
Un error de interferencia de 0,020 mm puede acortar drásticamente la vida útil calculada del rodamiento.
Mida con precisión, use las herramientas adecuadas y no tendrá que pensar en ese rodamiento durante mucho tiempo.

Cada vez que coge una pieza de mano dental, confía en un componente diminuto pero fundamental: el rodamiento. Estas pequeñas piezas de precisión...

Introducción En el intrincado mundo de la maquinaria industrial, los rodamientos oscilantes de rodillos (SRB) son componentes indispensables,...

En mis años como ingeniero mecánico, he aprendido que el resorte es, a menudo, el componente más engañoso en una lista de materiales (BOM). En un...