

 王工
王工
陶瓷轴承简史:从实验室的奇思妙想到行业标准
简介:陶瓷轴承为何重要 在现代机械中,很少有部件能像轴承一样默默无闻地发挥着重要作用,也很少有部件能像轴承一样在技术上如此引人入胜。而在轴承领域,没有哪项技术能比陶瓷轴承经历的历程更为辉煌。...
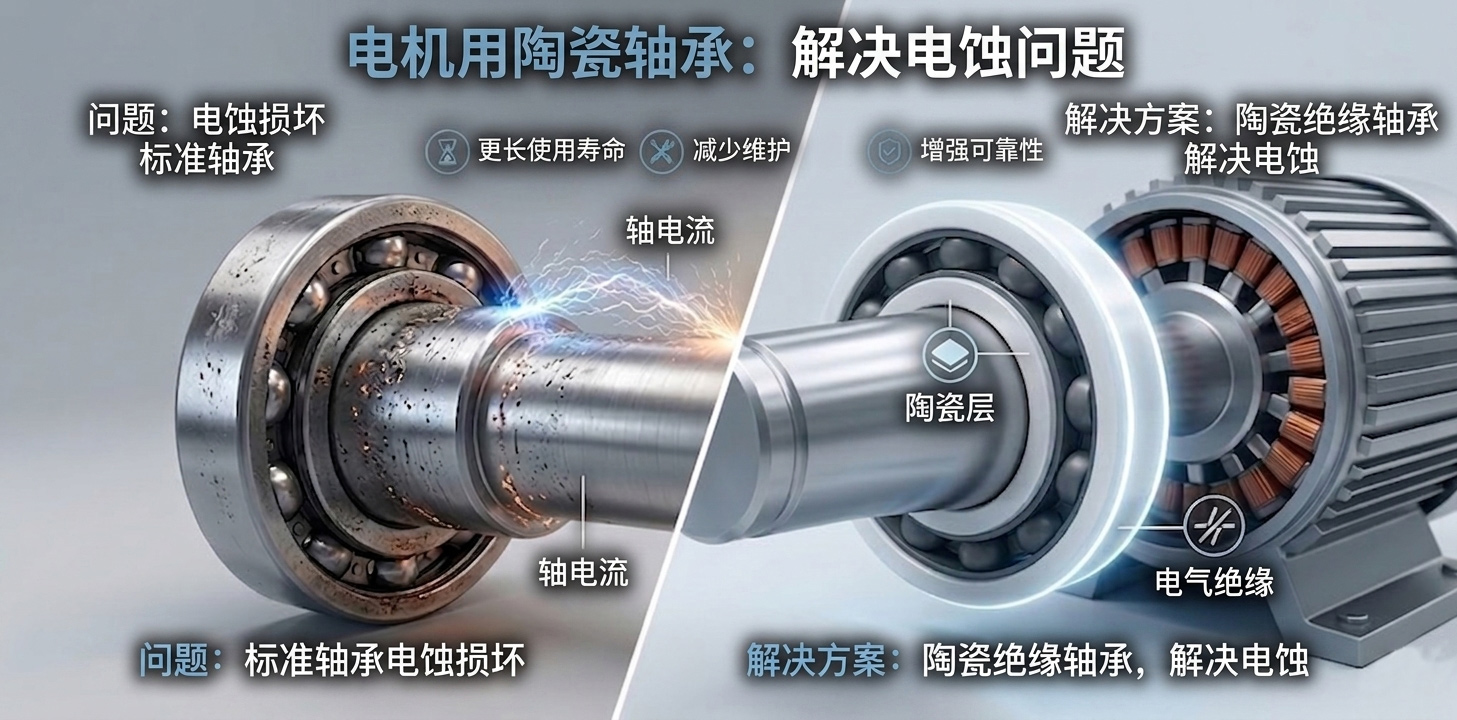
随着变频驱动器 (VFD) 和变频器驱动的电机成为现代工业自动化的支柱,一个关键问题也随之而来:轴承滚道的电腐蚀--也称为电火花加工 (EDM) 损坏或开槽。
当杂散电流通过旋转电机轴时,它们会寻找阻力最小的路径,通常会直接穿过轴承。每次微小的放电都会在硬化钢滚道表面烧出微小的凹坑,逐渐将光滑精密的表面变成波纹状的凹槽。其结果是轴承过早失效、振动、噪音和代价高昂的计划外停机时间。


标准铬钢(AISI 52100)或不锈钢轴承具有出色的机械性能,但它们具有导电性。当轴电流流动时,这些轴承会成为电机轴和电机外壳之间的导电桥。
重要启示:VFD 驱动的电机可在轴上产生 50-1,500V 的共模电压。即使只有几毫安的短暂放电通过轴承,也足以造成滚道的累积性损坏--起初是看不见的,但在数千个工作小时后,就会造成灾难性的损坏。
传统的缓解策略--轴接地电刷、绝缘轴承座、屏蔽电缆--可能有帮助,但会增加成本和维护负担,而且往往治标不治本。陶瓷轴承可直接从源头解决问题。
并非所有陶瓷轴承都一样。在电机应用中有两种主要配置,每种配置都有独特的优势。
混合轴承使用氮化硅(Si₃N₄)陶瓷滚动体与标准钢内圈和外圈相结合。这是最广泛采用的防止电侵蚀解决方案,因为
全陶瓷轴承的所有部件都使用陶瓷,包括套圈、滚动体和保持架。氮化硅或氧化锆 (ZrO₂) 是常见的材料选择。这些材料仅用于最极端的环境:

了解这些轴承类型在关键参数上的比较有助于工程师为每种应用指定正确的解决方案。下表总结了关键性能特征。
|
参数 |
标准钢 |
混合陶瓷 |
全陶瓷 |
|
电气绝缘 |
无(导电) |
出色(Si3N4 球) |
出色(整个路径) |
|
最高工作温度 |
~180 摄氏度 |
~250 摄氏度 |
高达 800 摄氏度 |
|
密度/重量 |
7.8 克/立方厘米(钢) |
~40% 更轻的元素 |
3.2 克/立方厘米 - 非常轻 |
|
耐腐蚀性 |
中等 |
良好(环可能会腐蚀) |
优(完全惰性) |
|
硬度 |
~60-64 HRC |
~78 HRC(Si3N4 球) |
~78 HRC(所有表面 |
|
润滑要求 |
标准润滑脂/油 |
减少 - 低摩擦 |
最少/自润滑 |
|
相对单位成本 |
基线 |
$$ - $$ (2-5x 钢) |
$$$$ (10-20 倍钢) |
|
电火花加工/开槽保护 |
无 |
高 |
最高 |
|
插入式更换 |
不适用 |
是(标准尺寸) |
通常需要重新设计 |
|
典型使用寿命(VFD) |
6-18 个月 |
3-6 年 |
5-10 年以上 |
💡工程建议: 对于绝大多数 VFD 驱动的工业电机而言, 混合陶瓷轴承 是性能和成本的最佳平衡。全陶瓷轴承适用于工作条件超出混合设计限制的特殊应用。
电侵蚀并非在所有电机应用中都同样存在。某些行业和电机配置面临着极大的风险。以下是指定使用陶瓷轴承可带来最显著投资回报的行业。
|
行业/应用 |
电机类型 |
放电加工风险等级 |
推荐解决方案 |
|
电动汽车牵引电机 |
PMSM / 感应 |
极高 |
混合陶瓷(两端) |
|
工业 VFD 泵和风扇 |
交流感应 |
高 |
混合陶瓷(DE + NDE) |
|
数控机床主轴 |
高速主轴 |
高速主轴 |
全陶瓷或混合陶瓷 |
|
风力涡轮发电机 |
DFIG / PMSM |
极高 |
混合陶瓷 + 接地 |
|
伺服和机器人电机 |
交流/直流伺服电机 |
中高 |
混合陶瓷 |
|
医疗/核磁共振成像设备 |
无刷直流 |
中型 |
全陶瓷(非磁性) |
|
食品加工(冲洗) |
交流感应 |
中型 |
全陶瓷(腐蚀) |
|
半导体制造设备 |
超精密 |
中型 |
全陶瓷(洁净室) |
电动汽车的迅速普及为陶瓷轴承创造了一个增长最快的市场。电动汽车牵引电机采用高开关频率逆变器,会产生显著的共模轴电压。由于电机设计紧凑且转速高(通常为 10,000-20,000 RPM),电侵蚀造成的轴承故障将对安全和保修产生严重影响。目前,领先的电动汽车制造商将混合陶瓷轴承指定为驱动端和非驱动端位置的标准轴承。
案例研究快照:欧洲一家大型工业泵制造商将 200 台 VFD 驱动电机泵上的标准钢轴承改为混合陶瓷轴承。轴承的平均更换周期从 14 个月延长到 5 年以上,估计每年可减少 38 万欧元的维护成本。
选择正确的陶瓷轴承是一个多变量的工程决策。以下框架将引导工程师有条理地考虑关键因素。

在高速和极端温度的应用中,保持架(保持器)的材料值得特别注意。常见的选择包括
对陶瓷轴承最常见的反对意见是其较高的单位成本。然而,适当的寿命周期成本 (LCC) 分析几乎总是会得出截然不同的结论,尤其是在电火花加工损坏严重的 VFD 驱动应用中。
|
成本因素 |
钢轴承(每台电机/年) |
混合陶瓷(每台电机/年) |
|
轴承单位成本 |
~$80 |
~$280 |
|
更换频率 |
每年 1.5 次(平均值) |
每年 0.2 次(平均值) |
|
每次更换的人工成本 |
$250 |
$250 |
|
每次停机成本 |
1,500 美元(平均值) |
1,500 美元(平均值) |
|
每年轴承成本 |
$120 |
$56 |
|
每年人工 + 停机 成本 |
$2,625 |
$350 |
|
每台马达每年总成本 |
$2,745 |
$406 |
|
使用混合动力陶瓷每年节省的费用:每台马达每年约 2,339 美元 |
||
投资回报率总结:在大多数高循环 VFD 应用中,混合陶瓷轴承可在 3-6 个月内通过减少更换人工、消除计划外停机和降低油脂消耗来收回成本。
可以 - 在绝大多数情况下。混合陶瓷轴承是按照与钢制轴承相同的 ISO 尺寸标准(如 6200、6300、7200 系列)制造的。内径、外径和宽度完全相同,是真正的直接替换产品。无需对外壳或轴进行改装。
混合陶瓷轴承可使用标准润滑脂,但使用专门为陶瓷/钢界面配制的润滑脂(通常是低粘度聚脲或 PAO(聚α烯烃)基润滑剂)可优化性能。全陶瓷轴承通常使用最少的润滑剂或专门的聚四氟乙烯基润滑脂。
氮化硅的抗压强度可与淬火轴承钢相媲美,混合陶瓷轴承的动态额定载荷(C 值)与钢制轴承非常接近。它们非常适合电动机中的典型负载情况。对于极端冲击载荷或非常重的径向载荷,请咨询轴承制造商了解具体的动态/静态额定载荷。
在 混合陶瓷轴承中,Si₃N₄ 球会切断内圈和外圈之间的电气通路,从而提供有效的电流隔离。但是,如果外圈轴承座或内圈孔是接地电路的一部分,则在非常高的电流应用中可能仍然需要额外的预防措施,如绝缘套管。全陶瓷轴承在整个过程中提供完全的电气隔离。
由于密度较低(Si₃N₄比钢轻约 60%),减少了滚动体上的离心力,因此混合陶瓷轴承的运行速度 比同类钢轴承高 20-40% 。这使它们成为高速主轴、涡轮机械和现代电动汽车牵引电机的理想选择。
电腐蚀是变频器驱动电机中诊断率最低、成本最高的故障模式之一。随着变频驱动成为工业自动化、暖通空调、水处理和电动汽车的标准配置,轴电流引起的轴承损坏的风险不会消失,反而会越来越大。
陶瓷轴承--尤其是混合陶瓷设计--代表了一种经过验证的工程解决方案,可消除放电加工损坏的根本原因,而不是简单地处理其症状。如果考虑到整个生命周期的成本,其经济效益是令人信服的:降低维护频率、减少停机时间、显著延长使用寿命,在一个运行年度内就能实现可衡量的投资回报。
对于设计工程师、维护经理和采购专家来说,问题不再是陶瓷轴承是否值得在 VFD 应用中指定使用。证据一致表明它们是值得的。问题是您的企业将如何快速地实现这一转变。
需要帮助选择合适的陶瓷轴承吗?
我们的轴承专家可以帮助您确定电机应用的最佳解决方案 - 从标准混合陶瓷替代品到用于极端环境的定制全陶瓷设计。如需免费技术咨询,请联系我们。

简介:陶瓷轴承为何重要 在现代机械中,很少有部件能像轴承一样默默无闻地发挥着重要作用,也很少有部件能像轴承一样在技术上如此引人入胜。而在轴承领域,没有哪项技术能比陶瓷轴承经历的历程更为辉煌。...
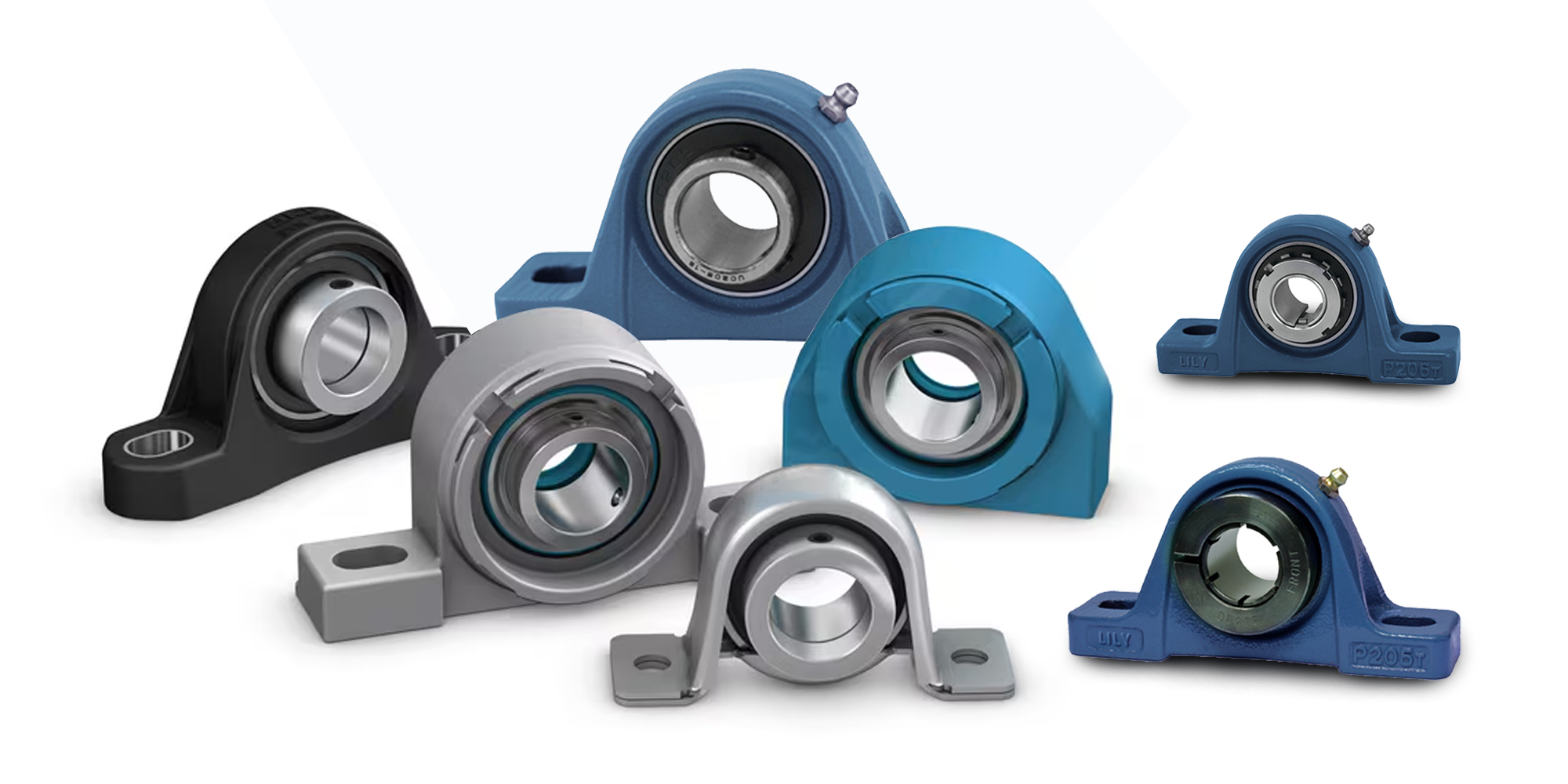
带座轴承是多种机械的重要部件。这些轴承支撑旋转轴,使其保持稳定,从而实现无缝运行。本博文将探讨什么是立式座外球面带座轴承、其组件、类型、材料、应用、密封、润滑以及如何选择最佳轴承。 了解立式座外球面带座轴承 ...
SKF轴承赢得了其应有的声誉。 逾百年的瑞典工程技术积淀、遍布全球100余个生产基地的制造能力,以及几乎涵盖所有工业应用的产品目录——这正是SKF成为无数OEM图纸默认规格的原因。 但许多采购经理心里清楚:指定SKF并不意味着你非用SKF不可。 ...