

 吴琦超
吴琦超
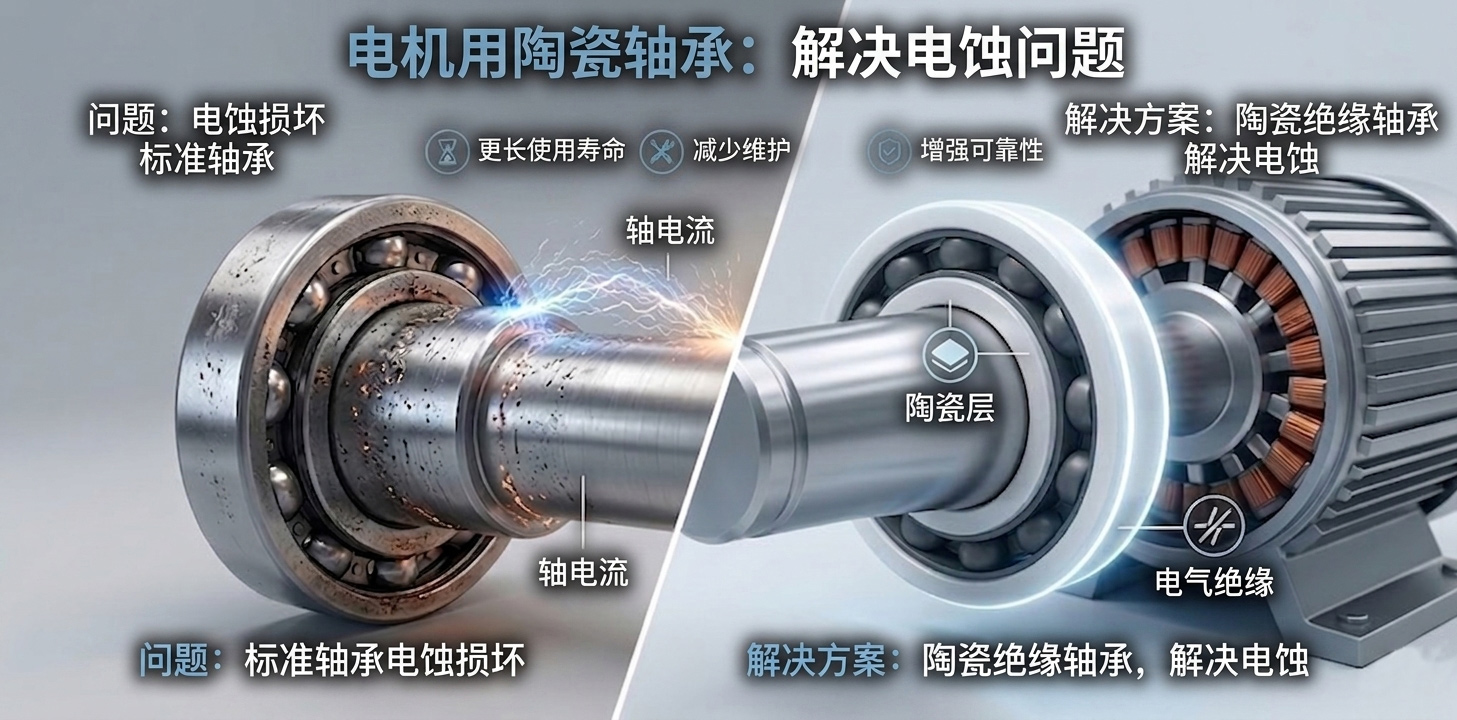
电动机用陶瓷轴承:解决电蚀问题
什么是电机中的电腐蚀? 随着变频驱动器 (VFD) 和变频器驱动的电机成为现代工业自动化的支柱,一个关键问题也随之而来:轴承滚道的电腐蚀--也称为电火花加工 (EDM) 损坏或开槽。...

在现代机械中,很少有部件能像轴承一样默默无闻地发挥着重要作用,也很少有部件能像轴承一样在技术上如此引人入胜。而在轴承领域,没有哪项技术能比陶瓷轴承经历的历程更为辉煌。
如今,在苏格兰海岸旋转的风力涡轮机、超精密数控机床的主轴、电动汽车电机以及牙医使用的牙钻中都能找到陶瓷轴承的身影。在传统钢制轴承会在数小时内失效的环境中,陶瓷轴承依然值得信赖。
但事情并非总是如此。60 年前,陶瓷轴承还只是实验室里的奇珍异宝--昂贵、易碎,被认为不适合实际应用。从学术研究论文到全球工业标准,陶瓷轴承经历了材料科学的创新、航空航天的需要和数十年工程技术的不懈努力。

要了解陶瓷轴承,我们首先需要了解工程陶瓷更广泛的发展历程。二战结束后,材料科学家开始认真探索非金属材料在结构方面的应用。
早期的研究重点是氧化铝(Al₂O₃)和氧化锆(ZrO₂)--这些材料几十年来一直用于火花塞和耐火衬里。但在轴承中使用陶瓷作为滚动体?对于 20 世纪 50 年代的大多数工程师来说,这个想法似乎有些牵强。
最根本的挑战显而易见:众所周知,陶瓷具有极高的硬度和耐热性,但同时也是出了名的脆性材料。在冲击载荷下会碎裂的材料不适合轴承内部苛刻的动态应力循环。

20 世纪 50 年代末,麻省理工学院和德国航空航天研究机构(DFVLR)等机构的研究人员发表了第一篇关于陶瓷滚动接触疲劳的重要理论文章。这些论文为了解陶瓷材料在赫兹接触应力(两个曲面相互滚动时产生的压应力)作用下的行为建立了数学框架。
"陶瓷轧制元件的潜力很早就被认识到了,但理论承诺与实际现实之间的差距是巨大的。每一个原型都失败了--问题总是在于失效模式是根本性的还是可以解决的"。
- H. Witzke 博士,德国航天中心研究档案,1961 年
太空竞赛从根本上改变了陶瓷轴承的发展轨迹。美国国家航空航天局(NASA)和美国空军面临着一个问题:传统的钢轴承在火箭发动机的低温液体推进剂泵中失效。在液氧或液氢环境中运行的钢轴承会出现灾难性的粘着磨损--金属与金属之间的零润滑接触。
▶1962 年 NASA 启动研究计划
美国国家航空航天局的刘易斯研究中心开始对火箭涡轮泵应用中作为轴承部件的陶瓷材料进行系统测试。氧化铝球在干运行低温试验中显示出良好的前景。
▶1965 首次在低温环境下运行陶瓷轴承
使用氧化铝球和钢环的轴承原型在液氮条件下成功运行 100 多个小时,性能比钢材高出 8 倍。
▶1969 阿波罗计划与高速测试
研究不断深入。工程师们认识到陶瓷轴承可以发挥双重作用:低温耐受性和高速能力。在实验室环境中演示了超过 200 万的 DN 值。
▶1972 年 ,SKF 和 FAG 进入研究领域
在航空航天合同的推动下,欧洲轴承巨头 SKF 和 FAG 开始了专门的陶瓷轴承研究项目。商业竞赛正式开始。
|
💡 关键见解: 航空航天领域的独特需求--极端温度、零润滑环境和苛刻的减重目标--为陶瓷轴承的开发创造了完美的强制功能。如果没有太空竞赛,这项技术在二十年内可能还只是实验室概念。 |
虽然氧化铝轴承在低温环境中表现出良好的性能,但在实际机械中常见的动态冲击载荷下,它们仍然表现出过度脆性。真正的突破是氮化硅(Si₃N₄)作为结构陶瓷的开发。
氮化硅早在 19 世纪就已为人所知,但要生产出致密、可靠、无缺陷的氮化硅结构件,却是材料加工方面的巨大挑战。20 世纪 70 年代,氮化硅制造技术取得了两项突破性进展:
|
制造工艺 |
开发者 |
年份 |
意义 |
|
热压(HP-Si₃N₄)工艺 |
通用电气研究院/卢卡斯工业公司 |
1971-74 |
第一种具有足够断裂韧性的致密硅₃N₄,可用于轴承原型测试。 |
|
用 Y₂O₃ + Al₂O₃ 烧结 |
京瓷/NGK 火花塞 |
1976-79 |
日本制造商率先采用经济高效的烧结硅₃N₄。缺陷密度显著降低。 |
|
热等静压(HIP) |
诺顿公司 / Sinterstahl |
1981-85 |
接近零气孔的 Si₃N₄ 球,疲劳寿命超过早期氧化铝原型的 100 倍。 |
|
气压烧结 (GPS) |
多个(日本/德国) |
1984-88 |
成本较低的生产途径,可实现规模化生产。Si₃N₄ 轴承接近工业价格。 |
到 20 世纪 80 年代中期,氮化硅已明确超越氧化铝,成为轴承应用领域的首选陶瓷材料。氮化硅的特性组合在过去和现在都是任何其他工程陶瓷无法比拟的:
|
性能 |
Si₃N₄(氮化硅) |
100Cr6 钢 |
Al₂O₃(氧化铝) |
|
密度(克/立方厘米) |
3.2 |
7.8 |
3.9 |
|
硬度(HV) |
1,500-1,800 |
700-900 |
1,600-2,000 |
|
弹性模量(GPa) |
310 |
210 |
380 |
|
断裂韧性(兆帕√米) |
6-8 |
20-25 |
3-4 |
|
最高工作温度(°C) |
1,200 |
180 |
1,400 |
|
热膨胀率(10-⁶/°C) |
3.2 |
12.0 |
8.0 |
|
电阻率(Ω-厘米) |
>10¹³(绝缘体) |
~10-⁵ (导体) |
>10¹⁴(绝缘体) |
全陶瓷轴承(套圈和滚动体均由硅₃N₄制成)具有令人印象深刻的性能,但也有很大的局限性:陶瓷外圈和内圈的制造成本很高,无法达到精密轴承座所需的严格公差要求,而且陶瓷的脆性使其很容易受到安装损坏。
工程解决方案非常优雅:保留钢圈(成熟、经济、易于加工),仅用硅₃N₄ 陶瓷球或滚子替换滚动体。这种混合陶瓷轴承设计以极低的成本获得了大部分陶瓷性能优势。

|
混合轴承赢得市场的原因 混合陶瓷轴承具有全陶瓷轴承和传统全钢轴承都无法比拟的优 势:钢圈的尺寸稳定性与陶瓷滚动体的硬度、低密度和电绝缘性相 结合。在大多数工业应用中,它能以全陶瓷轴承 30-50% 的成本实现 80-90% 的最大陶瓷性能。 |
首批商用混合陶瓷轴承大约在 1983-1985 年间进入市场,最初是通过 SKF 和 FAG 的航空航天部门推出的。到 20 世纪 80 年代末,混合陶瓷轴承已进入机床行业,特别是高速磨削主轴,其 DN 值超过 150 万的工作能力为制造商带来了决定性的竞争优势。
▶1983 年 首款商用混合轴承(SKF / FAG)
SKF 和 FAG 推出首批针对航空航天和精密机床的混合陶瓷轴承产品目录。
▶1988 机床革命
日本数控机床制造商采用混合陶瓷轴承。主轴转速从 10,000 RPM 跃升至 30,000 RPM 以上,实现了高速加工革命。
▶1992 年 进入F1赛车领域
F1 车队尝试在变速箱中使用陶瓷混合轴承,加速了发展并提高了公众意识。
▶1996 年 进入医疗器械市场
牙科手机制造商将陶瓷混合轴承用于转速超过 400,000 RPM 的高速涡轮钻。
20 世纪 90 年代标志着陶瓷轴承从利基航空航天/赛车运动部件向真正的工业产品过渡的关键时期。推动这一转变的因素很多。
|
采用驱动因素 |
影响 |
时期 |
|
硅₃N₄ 制造规模扩大 |
陶瓷球成本下降 ~70%。混合轴承在工业应用中变得经济可行。 |
1990-1998 |
|
陶瓷的 CNC 加工 |
先进的磨削技术使陶瓷球的精度达到 5/3 级,与钢材标准相当。 |
1988-1995 |
|
石化行业的需求 |
腐蚀性流体泵需要轴承进行干运行。全陶瓷轴承进入化工市场。 |
1992-2000 |
|
食品和制药法规 |
FDA/EU 法规推动了干式或水润滑运行陶瓷轴承的应用。 |
1995-2003 |
|
ISO 和 DIN 标准化 |
陶瓷轴承标准的发布使原始设备制造商有信心在新设计中指定使用陶瓷。 |
1998-2005 |
到千年之交,几乎所有主要轴承制造商 - SKF、舍弗勒/FAG、NSK、NTN、Timken、Koyo - 都将混合陶瓷轴承作为标准目录产品提供。过去需要特殊工程应用和六个月交货期的产品现在都有现货供应。
21 世纪带来了三个变革性的应用领域,推动陶瓷轴承技术的完善和批量应用达到新的高度。
2000 年代,随着风力涡轮机的额定功率达到数兆瓦,齿轮箱轴承出现了一种灾难性的故障模式:白色蚀刻裂纹 (WEC)--表层下裂纹导致轴承过早失效,其使用寿命仅为设计寿命的一小部分。这造成了巨大的经济损失,每台涡轮机的齿轮箱更换费用高达 20 万至 50 万美元。
事实证明,混合陶瓷轴承,特别是那些在高负荷第一和第二行星级中使用硅₃N₄滚子的轴承,更能抵御 WEC 的形成。它们的密度较低,减少了动态载荷下的滑动事件(这是引发 WEC 的关键因素),其电气绝缘性能同时解决了杂散电流损坏问题。
电动汽车的快速发展对陶瓷轴承提出了新的迫切需求。电动汽车电机中使用的变频驱动器(VFD)逆变器会产生高频电气噪声,从而诱发轴承电流--微小的放电会在轴承滚道上形成微小的凹坑(沟槽),导致振动、噪声和最终故障。
解决方案是什么?混合陶瓷轴承。由于硅₃N₄滚动体的电阻率超过 10¹³ Ω-cm,它们可以中断通过轴承的电路,完全防止放电损坏。目前,每家主要电动汽车制造商都指定在至少一个电机轴承位置使用陶瓷混合轴承。
在半导体制造、航空航天部件加工和医疗设备制造领域,对高速亚微米级精度的要求将陶瓷轴承推向了最苛刻的应用领域。现代陶瓷混合主轴轴承的常规运行 DN 值超过 200 万,温升低于 5°C - 这是钢制轴承无法达到的性能水平。
|
行业 |
应用 |
为什么选择陶瓷? |
主要优点 |
|
风能 |
齿轮箱行星级 |
抗 WEC + 电气绝缘 |
齿轮箱寿命延长 3-5 倍 |
|
电动汽车 |
牵引电机轴承 |
防止轴承电流冲蚀 |
消除电火花损坏 |
|
数控加工 |
高速主轴(30,000+ RPM) |
密度低 → 发热低 |
速度更高,表面光洁度更好 |
|
半导体制造 |
晶圆处理、主轴 |
干运行、洁净室兼容 |
零润滑剂污染 |
|
医疗设备 |
牙钻、手术工具 |
兼容蒸汽消毒 |
转速可达 400,000 转/分钟以上 |
|
航空航天 |
喷气发动机附件、涡轮泵 |
耐高温和低温 |
可在钢轴承无法工作的地方工作 |
|
食品加工 |
泵、传送带 |
耐腐蚀、干运行 |
无食品污染风险 |
回顾从 20 世纪 60 年代的实验室样品到今天的精密工程元件的发展历程,性能的提升是非同寻常的。下表显示了技术的巨大进步。
|
参数 |
早期陶瓷(1965 年) |
现代混合陶瓷(2024 年) |
钢轴承(2024 年) |
|
最大 DN 值 |
~400,000 |
>2,000,000 |
~1,000,000 |
|
L10 疲劳寿命 |
不可预测/分钟 |
3-5 倍钢基线 |
基线 (1×) |
|
最大速度时的温升 |
灾难性 |
高于环境温度 <5°C |
高于环境温度 15-25°C |
|
电气绝缘 |
部分(缺陷泄漏) |
完全(>10¹³ Ω-cm) |
无(导体) |
|
与钢材相比的成本优势 |
>2,000% |
50-200% |
0%(基线) |
|
商业可用性 |
仅限研究 |
标准目录 |
标准目录 |
|
标准覆盖范围 |
无 |
ISO、ABMA、DIN |
ISO、ABMA、DIN |
陶瓷轴承的发展远未结束。随着机械变得更智能、更快速、更电气化,陶瓷轴承技术将继续在多个方面取得进步。
▶现在 数字集成与智能轴承
在陶瓷轴承组件中嵌入传感器可实现实时状态监测。陶瓷的电绝缘性消除了轴承电流干扰,从而简化了传感器的集成。
▶2026-2028 陶瓷组件的快速成型制造
硅₃N₄ 组件的 3D 打印技术发展迅速。带有内部冷却通道的定制近净形陶瓷轴承组件正在研发实验室中出现。
▶2028-2032 新一代陶瓷复合材料
用碳纳米管或石墨烯微粒增强的硅₃N₄ 复合材料的断裂韧性接近钢材,同时保留了陶瓷的全部硬度。早期数据显示,韧性提高了 40-60%。
▶2030+ 氢经济应用
氢压缩和燃料电池系统要求轴承能够抵抗氢脆,而这正是陶瓷轴承的优势所在。这是未来十年的一个主要增长市场。
|
市场前景 预计到 2030 年,全球陶瓷轴承市场的复合年增长率将达到 7-9%,主要受电动汽车应用、海上风电扩张和精密制造业增长的推动。亚太地区是增长最快的地区,而欧洲在风能应用方面处于领先地位。 |
|
问: 陶瓷轴承何时开始商用? |
|
大约在 1983-1985 年间,SKF 和 FAG 的产品目录中出现了第一批商用混合陶瓷轴承,最初主要针对航空航天和精密机床应用。20 世纪 90 年代中后期,标准交货期的陶瓷轴承开始全面商用。 |
|
问:轴承中最常用的陶瓷材料是什么? |
|
氮化硅 (Si₃N₄) 占陶瓷轴承滚动体市场的 90% 以上。氮化硅集硬度、断裂韧性、低密度和热稳定性于一身,在滚动接触应用中优于氧化铝和氧化锆等所有竞争陶瓷。 |
|
问:为什么在电机中使用陶瓷轴承? |
|
变频驱动器产生的高频轴承电流会对钢轴承造成 "凹槽 "损坏。Si₃N₄(电阻率 >10¹³ Ω-cm)可中断通过轴承的电流路径,完全避免这种故障模式。 |
|
问:陶瓷轴承比钢轴承贵多少? |
|
现代混合陶瓷轴承的成本通常比同等钢轴承高 50-200%。但是,如果考虑到总拥有成本(延长使用寿命、减少维护和避免故障事件),陶瓷轴承通常可在 2-3 年内实现正投资回报。 |
|
问:陶瓷轴承需要润滑吗? |
|
混合陶瓷轴承仍然需要润滑,因为钢圈在没有润滑的情况下也会磨损。全陶瓷轴承能够在特定环境下干运转。由于陶瓷表面更坚硬、更光滑,混合轴承中的陶瓷-钢接触面比钢-钢接触面所需的润滑剂更少。 |
|
了解我们的陶瓷轴承解决方案 从用于风力涡轮机齿轮箱的混合型 Si₃N₄ 轴承到用于洁净室应用的全陶瓷轴承。 → 申请技术咨询 |
什么是电机中的电腐蚀? 随着变频驱动器 (VFD) 和变频器驱动的电机成为现代工业自动化的支柱,一个关键问题也随之而来:轴承滚道的电腐蚀--也称为电火花加工 (EDM) 损坏或开槽。...
简介:轴承如何决定风力涡轮机的成败 风能已成为世界上增长最快的可再生能源之一,全球装机容量已超过 1,000 千兆瓦。但是,在每兆瓦清洁能源向电网输送的背后都隐藏着一个复杂的机械系统,一个部件的故障就可能造成数十万美元的停机、维修和收入损失。调心滚子轴承 (SRB)...

标准轴承能解决大多数问题。 但当你的应用超出了标准几何尺寸、材料或公差的极限,你需要的是一个能和你共同设计的供应商,而不只是一个处理采购订单的人。 60,000+ 8–16周 4–6个月 20+年 LILY Bearing生产的轴承类型,内径1.5mm至外径4,000mm