

 Richard
Richard
Understanding the Importance of Bearing Clearance
Bearing clearances, whether in ball bearings like the 608 Bearing or roller bearings, play a crucial role in the intricate world of precision...

High speed bearings are precision-engineered rolling element or plain bearing assemblies specifically designed to sustain rotational speeds where conventional bearings fail — typically above DN 400,000 (bore diameter in mm × RPM).
At these velocities, centrifugal forces, thermal gradients, and lubricant film dynamics demand entirely different design philosophies from standard bearings.
This guide covers everything from the physics of high-speed rotation to material science, lubrication strategies, and real-world application data.
The answer isn't a simple RPM threshold.
A 10 mm bore bearing running at 100,000 RPM and a 100 mm bore bearing running at 10,000 RPM face virtually identical internal dynamic challenges — because the DN value (bore diameter × RPM) governs centrifugal stress on rolling elements, lubricant film thickness, and heat generation rate.

At high DN values, rolling elements are flung outward by centrifugal force, dramatically increasing the load on the outer raceway.
The bearing's own geometry — contact angle, internal clearance, rolling element mass — becomes as critical as the applied external load.
Standard load-rating calculations derived from static or low-speed service are no longer sufficient.
|
Key Formula DN value = bore diameter (mm) × rotational speed (RPM). Most bearing manufacturers publish both a limiting DN (absolute maximum) and a reference DN (where rated L10 life is achievable with standard lubrication). Never design to the limiting value — use the reference DN as your operating ceiling. |
Standard bearings and high-speed bearings share the same four fundamental components: inner ring, outer ring, rolling elements, and cage. But every single one is fundamentally re-engineered for high-speed duty.
Inner Ring: Manufactured from M50 tool steel or M50 NiL case-hardened steel, press-fit to the shaft. Raceway surface finished to Ra ≤ 0.05 µm. Roundness controlled to within nanometers.
Outer Ring: Same steel family as inner ring for thermal compatibility. In hybrid ceramic configurations, the steel ring interfaces with Si₃N₄ ceramic balls across a carefully engineered contact geometry.
Rolling Elements (Si₃N₄ ceramic balls): 60% lower density than steel (3,200 vs 7,850 kg/m³), 50% higher elastic modulus (310 vs 200 GPa), thermal expansion coefficient 3.2 × 10⁻⁶/°C vs 12 × 10⁻⁶/°C for steel. This combination directly reduces centrifugal force loading, improves stiffness, and prevents thermally-induced preload changes during warmup.
Cage / Retainer (PEEK): Polyether ether ketone cages have displaced phenolic resin in premium applications. Superior fatigue resistance, dimensionally stable to 250°C, compatible with all lubricant types including synthetic esters and PAO oils.

Not all high-speed applications call for the same bearing type. The choice between angular contact, cylindrical roller, or air bearings depends on the specific combination of speed, load direction, stiffness requirement, and acceptable heat generation.
|
Bearing Type |
Max DN |
Radial |
Axial |
Stiffness |
Typical Application |
|
Angular Contact Ball (15°) |
1,200,000 |
High |
Moderate |
High |
Machine tool spindles |
|
Angular Contact Ball (25°) |
900,000 |
Moderate |
High |
High |
Pump thrust bearings |
|
Cylindrical Roller (NN) |
800,000 |
Very High |
None |
Very High |
High-load spindles |
|
Deep Groove Ball |
600,000 |
Moderate |
Low |
Medium |
Electric motors, fans |
|
Hybrid Ceramic Ball |
1,500,000 |
High |
High |
Very High |
Racing, aerospace |
|
Air Bearing (aerostatic) |
3,000,000+ |
Low |
Low |
Very High |
Ultra-precision grinding |
|
Magnetic Bearing (AMB) |
5,000,000+ |
Moderate |
Moderate |
Variable |
Turbomachinery, flywheels |
Angular contact bearings are the workhorses of high-speed precision applications. The contact angle — the angle between the line connecting ball-raceway contact points and the bearing's radial plane — is the fundamental design parameter. A 15° contact angle prioritizes high-speed capability and radial stiffness. A 25° or 40° angle shifts capacity toward axial loads.
Hybrid ceramic bearings represent the modern high-speed standard. By substituting silicon nitride (Si₃N₄) balls for steel, engineers achieve a 60% reduction in rolling element density. Ceramic balls also have 50% higher elastic modulus, improving stiffness, and their thermal expansion coefficient dramatically reduces thermally-induced preload changes during warmup and cool-down cycles.
Understanding bearing failure modes at high speed requires examining three interconnected physical phenomena that compound on each other:

Centrifugal loading scales with the square of angular velocity and the cube of rolling element diameter. This is why high-speed bearing designers consistently reduce rolling element size — halving the ball diameter reduces centrifugal force by 87.5% at the same RPM, which is one of the most powerful design levers available.
Viscous heating in the lubricant scales with the fifth power of bearing bore diameter. This brutal scaling explains why large, fast bearings require forced oil-air lubrication systems rather than simple grease packing. Even a 20% increase in bore diameter increases churning heat by a factor of 2.5.
EHD film collapse occurs when the elastohydrodynamic lubricant film — the microscopic pressurized oil layer that separates rolling surfaces — thins below the combined surface roughness of the contact partners. At extreme speeds, the thermal degradation of lubricant viscosity outpaces film generation, leading to direct metal contact and rapid progression to catastrophic failure.
|
Material |
Hardness |
Elastic Mod. |
Density |
Max Temp |
Key Advantage |
|
52100 Chrome Steel |
60–64 HRC |
200 GPa |
7,850 kg/m³ |
120°C |
Cost, machinability, wide availability |
|
M50 Tool Steel |
62–64 HRC |
210 GPa |
8,000 kg/m³ |
315°C |
High-temperature dimensional stability |
|
M50 NiL (case-hardened) |
60–62 HRC |
210 GPa |
8,000 kg/m³ |
315°C |
Impact resistance for aerospace |
|
Silicon Nitride (Si₃N₄) |
78 HV (×10³) |
310 GPa |
3,200 kg/m³ |
800°C |
Speed, corrosion-free, electrical insulation |
|
Zirconia (ZrO₂) |
70 HV (×10³) |
200 GPa |
6,000 kg/m³ |
400°C |
Toughness, lower cost than Si₃N₄ |
|
AISI 440C Stainless |
58–62 HRC |
200 GPa |
7,700 kg/m³ |
180°C |
Corrosion resistance for wet environments |
|
✓ Why Si₃N₄ dominates high-speed design At DN 1,000,000, centrifugal loading from a steel ball is 2.45× greater than from an equivalent Si₃N₄ ball (density ratio 7850/3200). This directly extends bearing L10 life and raises the achievable DN limit by approximately 30% for the same bearing geometry — a performance gain unattainable through any steel alloy substitution. |
Lubrication is where high-speed bearing engineering gets deeply application-specific. The choice of lubricant delivery system can make a 300% difference in achievable DN value for the same bearing.
|
Method |
Max DN |
Heat Removal |
Complexity |
Best For |
|
Grease (packed, sealed) |
400,000 |
Poor |
None |
Sealed motors, small spindles, fans |
|
Grease (re-greased) |
500,000 |
Poor |
Low |
General industrial, large motors |
|
Oil bath / splash |
400,000 |
Moderate |
Low |
Gearboxes, slow spindles |
|
Oil-air (min. quantity) |
1,200,000 |
Good |
High |
CNC machining centers, grinding spindles |
|
Oil jet (flood) |
800,000 |
Excellent |
High |
Aero engines, turbines, heavy industry |
|
Oil mist |
900,000 |
Good |
Medium |
High-speed spindles, textile machinery |
|
Under-race lubrication |
2,000,000+ |
Excellent |
Very High |
Jet engine mainshaft, gas turbines |
Oil-air lubrication delivers precisely metered micro-droplets of oil — typically 0.01–0.05 ml per minute per bearing point — suspended in a stream of compressed air.
The air simultaneously cools the bearing and flushes heat away from the contact zone, while the oil provides the critical boundary lubrication film. This is the dominant method in modern CNC machining centers operating at spindle speeds of 12,000–30,000 RPM.
|
⚠ Critical mismatch warning The most common high-speed bearing failure in new machine designs is a DN mismatch between the bearing and its lubrication system. A DN 1,200,000 hybrid ceramic spindle bearing paired with grease lubrication will fail within hours — not because the bearing is wrong, but because grease cannot remove heat fast enough at that speed. Always select the lubrication system before finalizing bearing size. |
DN = d × n, where d = bore diameter (mm) and n = rotational speed (RPM). Most manufacturers publish limiting and reference DN values — design to the reference DN for rated life.
The bearing life at which 10% of a population will have failed:
L10 = (C / P)^p × 10⁶ revolutions
where C = dynamic load rating (N), P = equivalent dynamic bearing load (N), and p = 3 for ball bearings, 10/3 for roller bearings. At high DN values, the speed factor f_n further reduces effective load capacity — centrifugal loading increases the equivalent bearing load P even without external forces.
Applied to eliminate internal clearance and improve stiffness. Critical for precision spindles but must be carefully managed: excessive preload increases friction heat geometrically at high speeds. Angular contact bearings are routinely paired in DB (back-to-back) or DF (face-to-face) configurations to share both radial and bidirectional axial loads while allowing precise preload adjustment.
Contact angles point outward. Widest moment arm against tilting loads. Most common arrangement for machine tool spindles.
Contact angles point inward. More compact but less rigid against bending moments.
Both bearings in the same direction. Used to share a large unidirectional axial load across two bearings.
|
Industry |
Application |
Typical DN |
Key Requirement |
|
Machine tools |
Motorized spindles |
800k–1,500k |
Stiffness, thermal stability, low vibration |
|
Aerospace |
Jet engine mainshaft |
2,000k–3,000k |
Weight, reliability, extreme temperature |
|
Dental / medical |
Turbine handpieces |
800k–1,200k |
Miniaturization, sterilization compatibility |
|
Semiconductor |
Wafer grinders |
500k–800k |
Vibration-free, cleanroom compliance |
|
Motorsport |
F1 gearbox bearings |
1,000k–1,500k |
Lightweight, shock loads, short intervals |
|
Energy |
Gas turbine generators |
1,500k–2,500k |
Continuous duty, long service life |
|
Power tools |
Angle grinders |
400k–600k |
Cost-effectiveness, dust resistance |
|
HVAC |
High-speed compressors |
600k–1,000k |
Long life, low noise, low maintenance |
Selecting the optimal high-speed bearing for a new application involves working through five sequential decisions. The most common error is over-focusing on steps 1–3 and underspecifying the lubrication system.
This single number determines which bearing types and lubrication methods are even physically viable. Many projects fail because engineers select a bearing geometry they're familiar with and discover too late that its DN limit is insufficient for the required operating speed.
Pure radial loads favor cylindrical roller bearings for maximum stiffness. Combined radial + axial loads require angular contact bearings in matched pairs. Predominantly axial thrust loads need four-point contact or thrust angular contact configurations.
If DN > 800,000 and budget permits, specify hybrid ceramic (Si₃N₄ balls, steel rings). Full ceramic bearings are reserved for corrosive environments and extreme temperatures above 300°C. For DN < 600,000 with standard loads, chrome steel remains the cost-effective choice.
This is where most designs fail. Grease is only viable below DN 500,000. Oil-air is the standard for DN 500,000–1,200,000. Above DN 1,200,000, under-race or jet lubrication with separate scavenge circuits is required. The lubrication system cost is typically 3–5× the bearing cost itself.
Preload that is correct at room temperature may become excessive once the bearing reaches operating temperature due to differential thermal expansion. Always calculate preload at both cold and hot states. For angular contact spindle bearings, target a preload increase of no more than 2× from cold to hot.

Eliminate rolling contact entirely, suspending the rotor on electromagnetic force fields with sub-micron gap control. Current AMB systems achieve DN values exceeding 5,000,000 in industrial turbomachinery, with zero mechanical wear and the ability to actively damp vibration. Require backup bearings on power failure and sophisticated control electronics.
Support the rotor on a thin pressurized air film generated by rotation itself. Used in microturbines, fuel cell compressors, and some turbochargers. Require no external lubrication supply, making them ideal for clean-room and high-temperature applications. Commercially reliable to DN 2,500,000.
SLS-printed PEEK or PA12 cages allow complex internal geometries that optimize lubricant distribution and reduce cage mass — directly extending the achievable DN limit of conventional rolling element designs by 10–15%.
Integrated sensor packages (temperature, vibration, speed) embedded in the bearing outer ring enabling real-time condition monitoring and predictive maintenance. SKF, NSK, and Schaeffler all offer commercial smart bearing variants rated to DN 800,000+ with integrated wireless telemetry.
High speed bearings are essential in many industries because they help machines run at high speeds.
If you're looking for the best high-speed bearing for your needs, it's a good idea to consult with Lily Bearing.
We can provide expert advice and help you choose the right type of bearing based on your specific application.
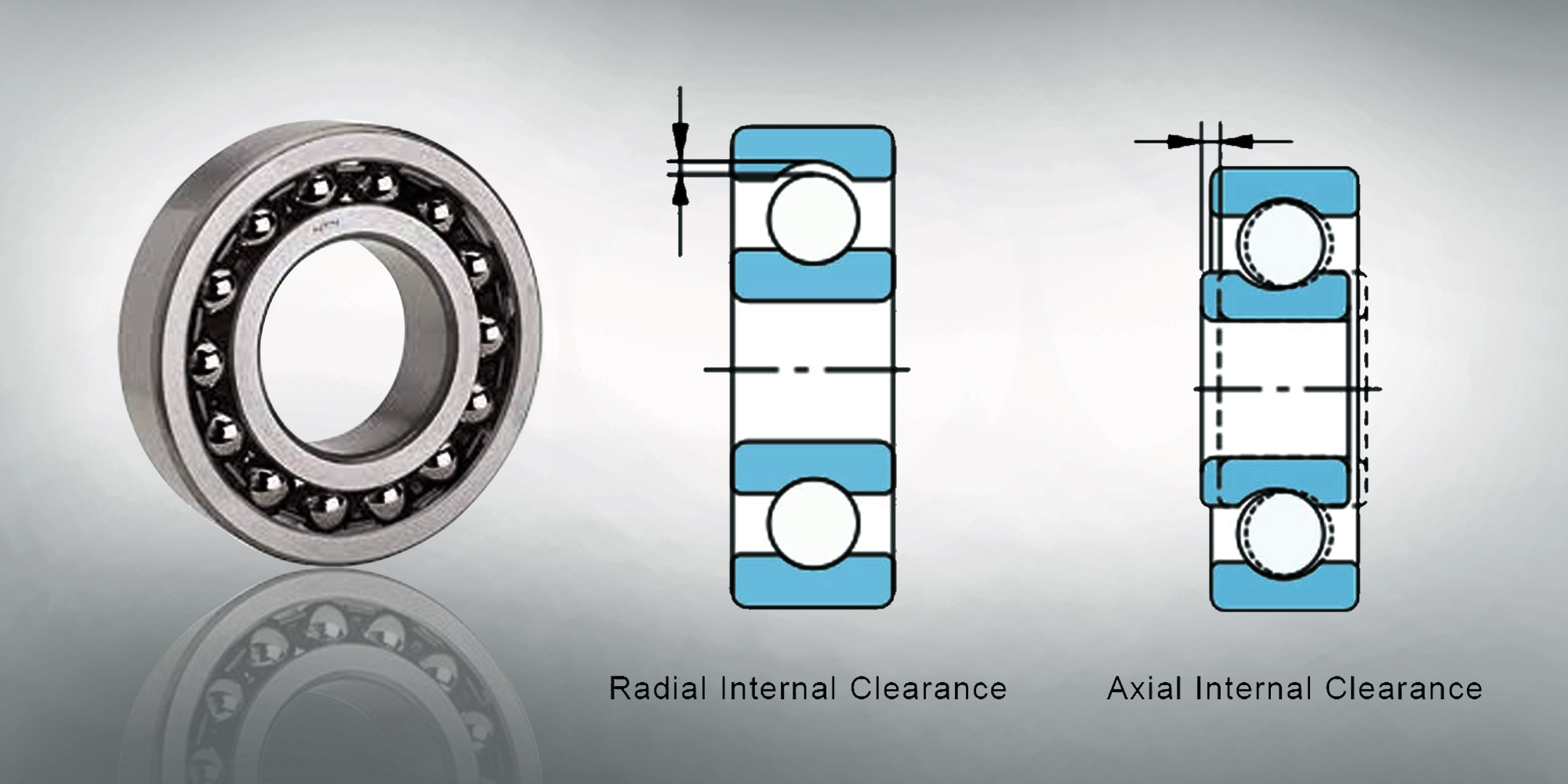
Bearing clearances, whether in ball bearings like the 608 Bearing or roller bearings, play a crucial role in the intricate world of precision...
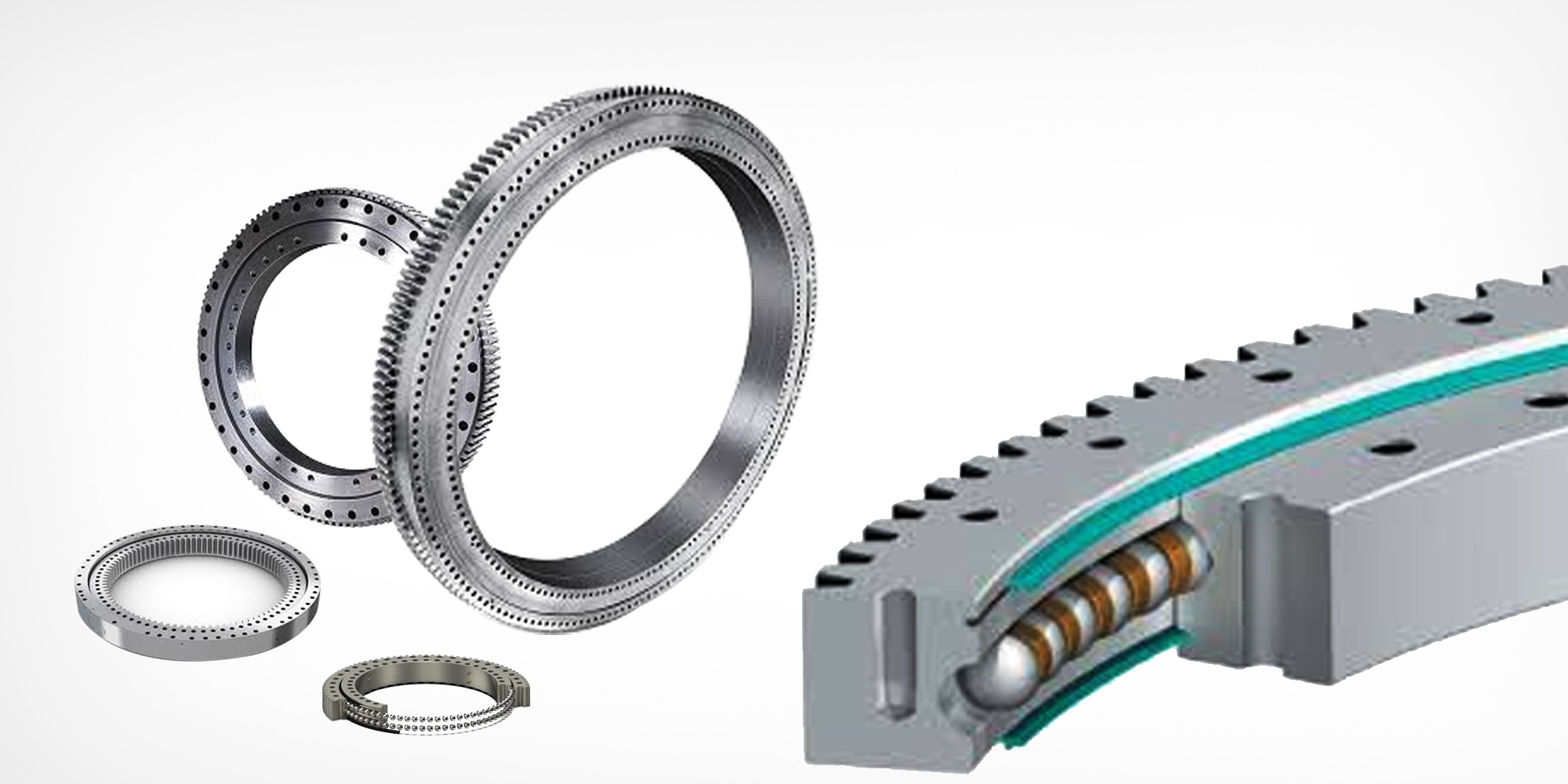
Slewing bearings, also known as slew bearing or slewing ring bearings, facilitate pivotal movement in machinery, handling axial, radial, and moment...
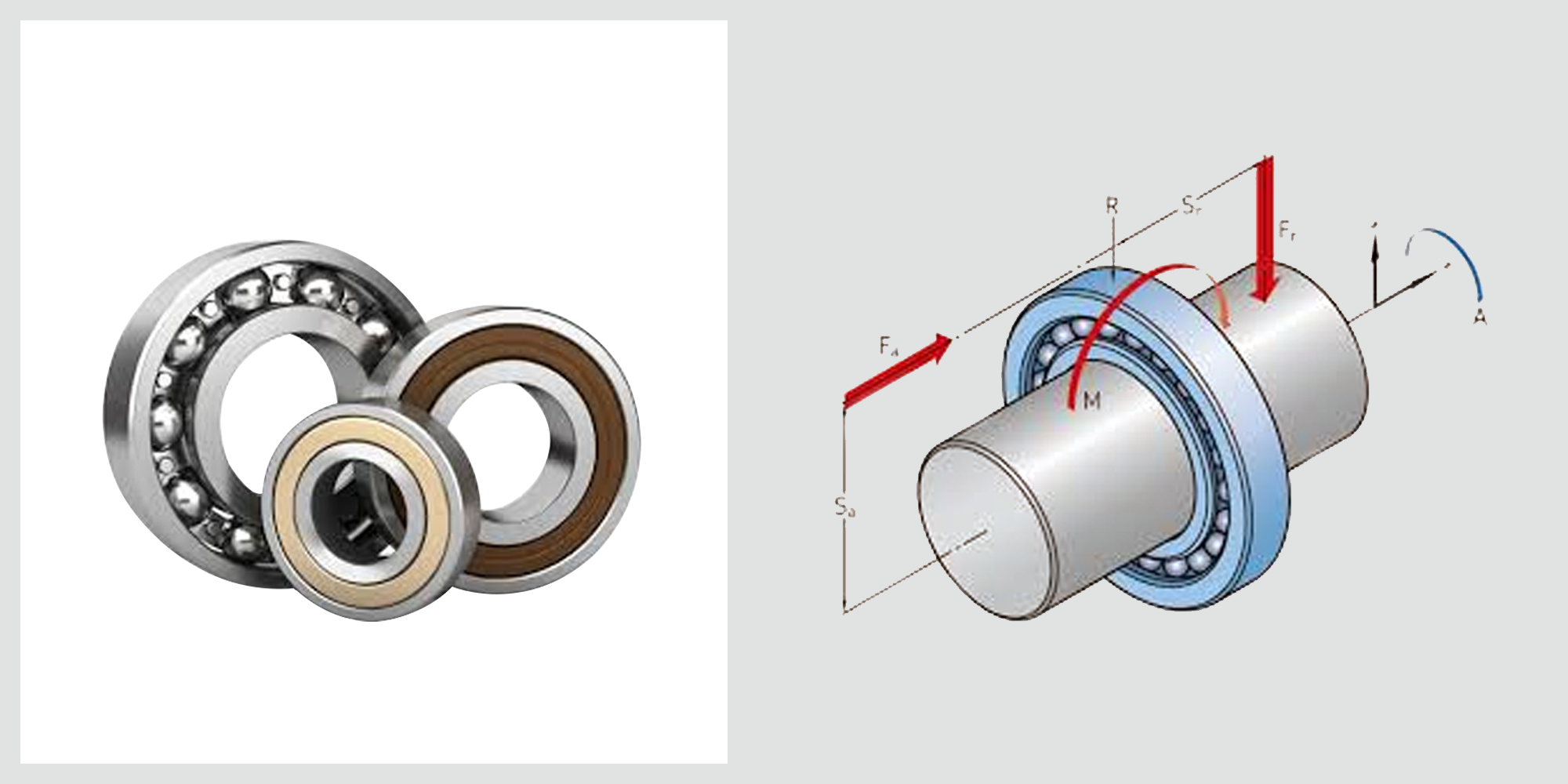
Bearings may be small components, but they have a big job. That includes everything from supporting loads in rotating shafts to absorbing axial...