

 Robert
Robert
Top 10 Spring Manufacturers and Suppliers (2026)
In my years as a mechanical engineer, I've learned that a spring is often the most deceptive component in a bill of materials. On a CAD model, it is...
Springs are made through a multi-step process: wire is coiled on a CNC machine, cut to length, stress-relieved through heat treatment, ground flat at the ends, shot peened for fatigue resistance, and finally tested for load accuracy. Material selection — music wire, stainless steel, or chrome silicon — is determined by the application's load, temperature, and environment requirements.
Turning a straight steel wire into a component that survives 10 million compression cycles isn't just a simple mechanical task.
It takes precision metallurgy—and a few engineering tricks that most people never see.
In this guide, we'll pull back the curtain on how a professional spring manufacturer creates high-performance components that last.
You can't build a premium part with "mystery metal."
We choose spring materials based on the specific load, temperature, and environment the part will face.
Music Wire (ASTM A228): The industry standard for high-tension small springs. It's tough, reliable, and consistent.
Stainless Steel Springs: Usually 302 or 316 grade. We use these for medical devices or food-grade equipment where rust is a deal-breaker.
Chrome Silicon: If you're designing valve springs for a high-performance engine, this alloy is non-negotiable due to its heat resistance.
Specialized Alloys: For custom spring designs, we might use Phosphor Bronze (for electrical contacts) or Beryllium Copper (for non-sparking or non-magnetic environments).
| Material | Strength | Corrosion Resistance | Max Temp | Best For |
|---|---|---|---|---|
| Music Wire | Very High | Low | 120°C | General indoor use |
| Stainless Steel 302/316 | High | Excellent | 250°C | Medical, food, marine |
| Chrome Silicon | Very High | Moderate | 250°C | High-temp engine valves |
| Phosphor Bronze | Moderate | Good | 100°C | Electrical contacts |
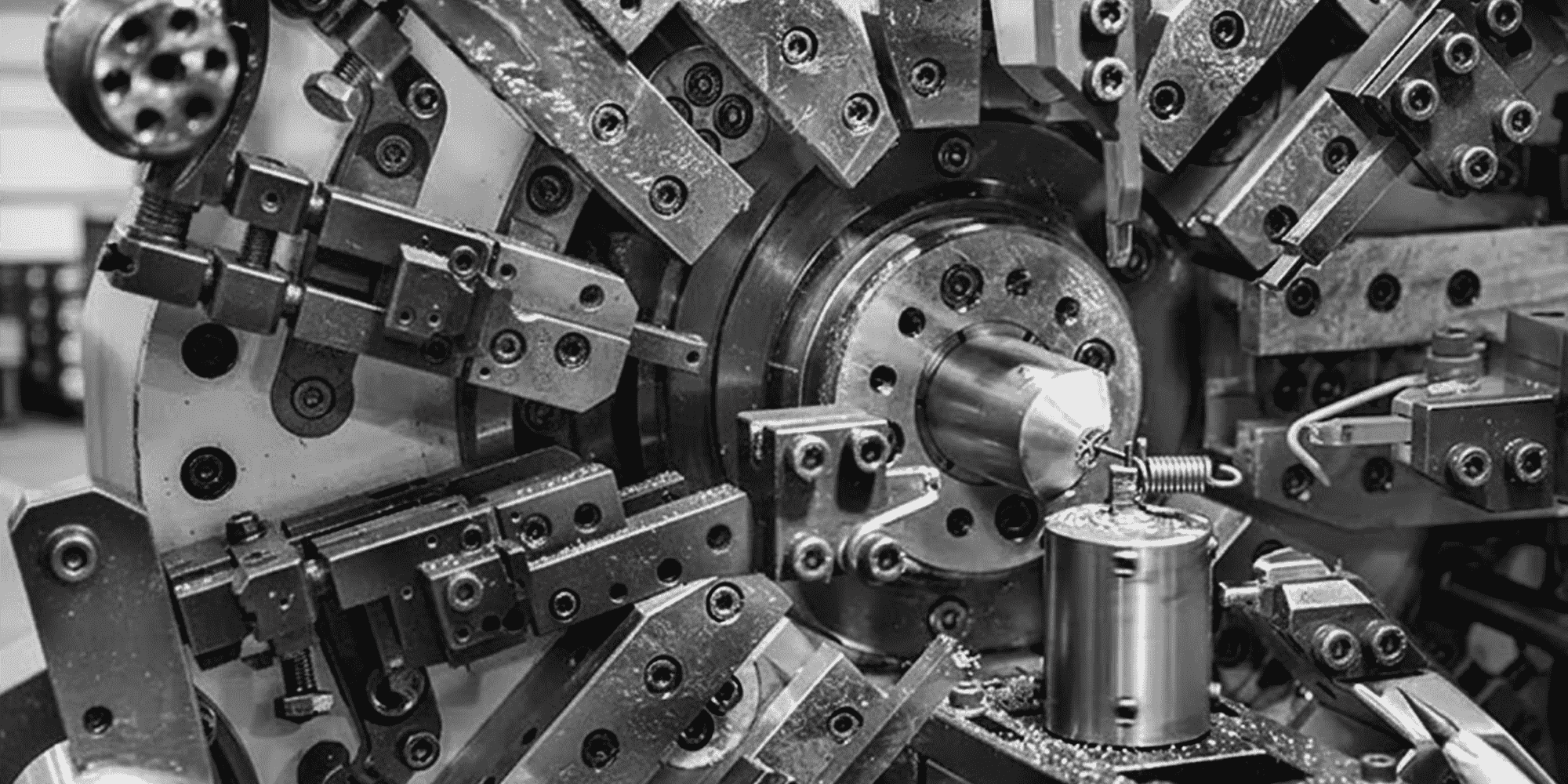
Dimensional accuracy is locked in at the coiling machine.
Cold Coiling: For wire diameters up to roughly 25mm (1 inch), CNC rollers deflect the wire at room temperature.

Hot Coiling: For massive industrial springs, we heat the steel to approximately 1700°F (925°C). Once it's glowing red and malleable, we wrap it around a mandrel.

As the wire reaches the final coil, it is cut to length.
In a high-speed production run, small wire is mechanically sheared in milliseconds—modern CNC coilers can produce up to 100 springs per minute at this stage.
For heavy-gauge bars, we use precision saws to ensure the ends are clean and free of burrs that could lead to stress fractures later in the field.

Coiling forces the metal into a shape it doesn't want to be in.
If you skip heat treating, you're basically making an expensive paperweight—it will snap or deform under the first real load.
We pass the parts on a conveyor belt through an oven (usually between 500°F and 750°F).
This allows the molecular structure to "relax" and stay in its new shape.
For compression springs, stability is everything.
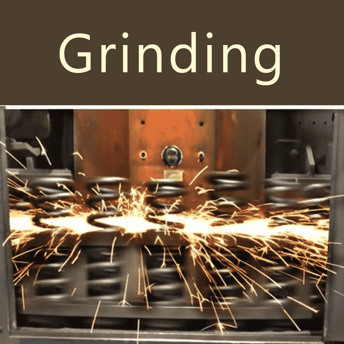
We grind the ends flat so the spring stands perfectly square.
If the ends are off by even a few degrees, the spring will buckle, leading to uneven wear on your equipment.
To ensure the spring stands perfectly flat and distributes load evenly, the ends are precision-ground.
As shown in the image, specialized grinding machines flatten the wire ends, a process that creates a shower of sparks as the metal is smoothed.
This is where we add real value. We blast the metal springs with tiny steel shots to create a layer of compressive stress on the surface.
Shot peening can increase the fatigue life of a spring by 30% to 50%.
Real-World Tip: I once saw a client's mining equipment downtime drop by 40% simply by adding a proper peening cycle to their "budget" springs. Small step, huge impact.
We compress the spring to its "solid height"—where all coils touch—several times.
This "sets" the spring so it won't lose its free length after it's installed.
We then test the load at specific heights to ensure the spring manufacturing process met the exact tolerances.
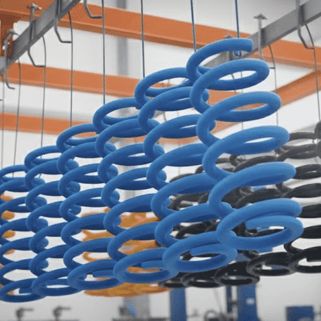
For outdoor or corrosive environments, powder coating is the professional choice.
Unlike standard paint, it provides a flexible, durable shield that moves with the coils without flaking.
Standard Performance: A quality coating provides 1000+ hours of salt spray resistance (per ASTM B117 testing).
Customization: It allows you to match specific RAL color codes for branding.
Expert Insight: Many OEM applications skip coating for cost, but for field equipment, it's cheap insurance against rust and premature failure.
Now that you understand the universal manufacturing process, let's look at how these steps vary for different spring types.
Each spring type requires unique tooling and post-coiling operations.
Here's what changes on the production floor:
The most common type of spring, but also the most demanding on grinding equipment.
If you're not yet familiar with the basics — types, spring rate, and end configurations — our guide on what is a compression spring is a good starting point.

Manufacturing Focus:
End Configuration: Most applications require the final 1–2 coils to be ground flat (closed and ground ends) so the spring stands perfectly square. This requires horizontal or vertical grinders depending on wire diameter.
Pitch Control: Unlike extension springs, compression springs need precise spacing between coils. CNC coilers must maintain consistent pitch across hundreds of coils in a production run.
Presetting Requirements: Heavy-duty compression springs (like valve springs) must be compressed to solid height multiple times to prevent settling in service.
Built to resist tensile loads, but the hooks are where most failures occur if not formed correctly.

Manufacturing Focus:
Hook/Loop Forming: After coiling, the ends must be bent into hooks or loops. This is a secondary operation that requires specialized tooling to avoid creating stress risers at the transition point.
Pre-Stress: Extension springs are often coiled with initial tension between coils. The coiling machine must maintain this "pre-load" consistently, or the spring will have uneven force characteristics.
Hook Inspection: We use optical measuring systems to verify hook angle and gap—critical dimensions that determine how the spring mounts in the assembly.
These resist rotational forces, which means the "legs" (the straight ends) must be positioned at exact angles.

Manufacturing Focus:
Leg Positioning: The CNC coiler must stop the wire at a precise rotational angle before forming the legs. A 5-degree error here can make the spring unusable in the final assembly.
Mandrel Size: Torsion springs are coiled around a mandrel, and the ID (inner diameter) must account for springback when the mandrel is removed. Experienced manufacturers adjust mandrel diameter based on material type.
Stress Direction: Unlike compression springs, torsion springs experience bending stress (not compressive). Heat treatment temperatures and durations may differ to optimize for this load type.
Spring manufacturing is where metallurgy meets precision engineering.
From selecting the right alloy to the final shot peening cycle, each step determines whether your spring lasts 100,000 cycles or 10 million.
When choosing a manufacturer, look beyond price. A quality partner should provide:
Material traceability (proving that's actual Chrome Silicon, not generic steel)
CNC precision (tolerances within ±0.001")
Metallurgical expertise (suggesting the right alloy for your temperature range)
Ready to discuss your spring requirements? Contact us within 48 hours for priority engineering review.
Most springs are made from high-carbon steel alloys. The three most common materials are music wire (ASTM A228) for general high-strength use, stainless steel (302/316) for corrosion-resistant environments, and chrome silicon for high-temperature or high-stress applications like valve springs.
Heavy industrial springs typically use chrome vanadium or chrome silicon alloys, which offer superior fatigue resistance and shock absorption under repeated high-load cycling. For extreme temperatures above 300°C, Inconel X-750 is the standard choice in applications like jet engine components.
The process follows seven steps: (1) material selection, (2) coiling — cold for small wire up to 25mm, hot for large bar stock, (3) cutting to length, (4) stress relieving via heat treatment at 500–750°F, (5) end grinding for flatness, (6) shot peening to extend fatigue life by 30–50%, and (7) setting and load testing to verify tolerances.
Industrial spring manufacturing relies on CNC coiling machines for dimensional precision, conveyor-fed ovens for stress relief, automated grinding equipment for end flatness, and load-testing rigs to verify every spring meets specification before shipment.
Shot peening blasts the spring surface with tiny steel balls, creating a layer of compressive residual stress on the surface. This counteracts the tensile stresses that initiate fatigue cracks, typically extending spring service life by 30–50% in high-cycle applications.

In my years as a mechanical engineer, I've learned that a spring is often the most deceptive component in a bill of materials. On a CAD model, it is...
The short answer: no single person invented the spring. But if you want the name most associated with turning springs from a crude mechanical trick...

Most spring failures we see at Lily Bearing trace back to the same root cause: the spring was treated as an afterthought. The bearing got carefully...