

 Robert
Robert
¿Cómo se fabrican los rodamientos de bolas?
Los rodamientos de bolas son los héroes olvidados del mundo industrial, ya que desempeñan un papel indispensable en el buen funcionamiento de la...
Convertir un alambre de acero recto en un componente que resista 10 millones de ciclos de compresión no es solo una simple tarea mecánica.
Requiere metalurgia de precisión y algunos trucos de ingeniería que la mayoría de la gente nunca ve.
En esta guía, levantaremos el telón para mostrarle cómo un fabricante profesional de resortes crea componentes de alto rendimiento diseñados para durar.
No se puede fabricar una pieza premium con "metales misteriosos".
Elegimos los materiales para resortes basándonos en la carga específica, la temperatura y el entorno al que se enfrentará la pieza.
Alambre de Piano (Music Wire - ASTM A228): El estándar de la industria para resortes pequeños de alta tensión. Es resistente, confiable y consistente.
Resortes de Acero Inoxidable: Normalmente de grado 302 o 316. Los utilizamos para dispositivos médicos o equipos de grado alimenticio donde el óxido es un problema inaceptable (un deal-breaker).
Cromo Silicio (Chrome Silicon): Si está diseñando resortes de válvula para un motor de alto rendimiento, esta aleación es innegociable debido a su alta resistencia al calor.
Aleaciones Especializadas: Para diseños de resortes a la medida (custom), podemos utilizar Bronce Fosforado (para contactos eléctricos) o Cobre Berilio (para ambientes que requieren propiedades antimagnéticas o donde no se permitan chispas).
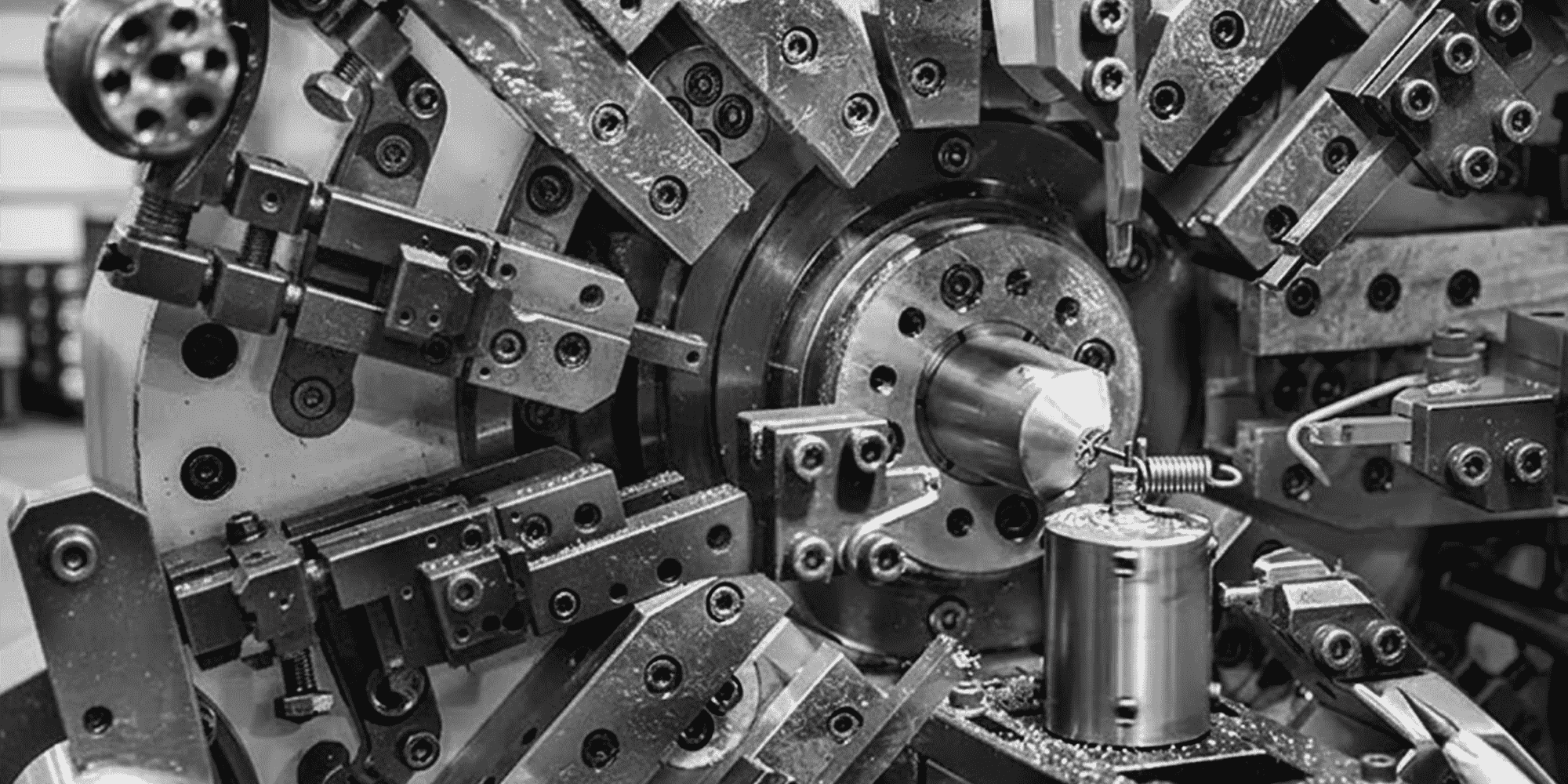
La precisión dimensional se define en la máquina enrolladora (coiling machine).
Enrollado en Frío (Cold Coiling): Para diámetros de alambre de hasta aproximadamente 25 mm (1 pulgada). Los rodillos CNC desvían el alambre a temperatura ambiente.

Enrollado en Caliente (Hot Coiling): Para resortes industriales masivos, calentamos el acero a aproximadamente 925°C (1700°F). Una vez que está al rojo vivo y es maleable, lo enrollamos alrededor de un mandril.

Cuando el alambre llega a la espira final, se corta a la longitud necesaria.
En una producción de alta velocidad, el alambre pequeño se cizalla mecánicamente en milisegundos; las enrolladoras CNC modernas pueden producir hasta 100 resortes por minuto en esta etapa.
Para barras de calibre grueso, utilizamos sierras de precisión para asegurar que los extremos estén limpios y libres de rebabas que podrían causar fracturas por estrés más adelante en el campo.

El enrollado obliga al metal a tomar una forma en la que no quiere estar.
Para los resortes de compresión, la estabilidad lo es todo.
Aquí es donde agregamos valor real. Bombardeamos los resortes metálicos con pequeñas esferas de acero para crear una capa de esfuerzo de compresión en la superficie.
Comprimimos el resorte hasta su "altura sólida" (donde todas las espiras se tocan) varias veces.
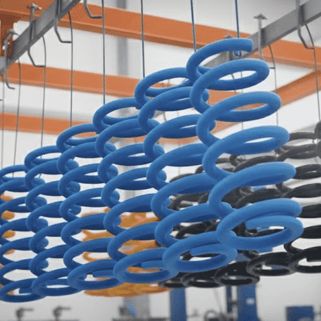
Para ambientes exteriores o corrosivos, la pintura electrostática (powder coating) es la opción profesional.
Ahora que entiende el proceso universal de fabricación, veamos cómo varían estos pasos para los diferentes tipos de resortes.
Cada tipo de resorte requiere herramental y operaciones de post-enrollado únicas. Esto es lo que cambia en el piso de producción:
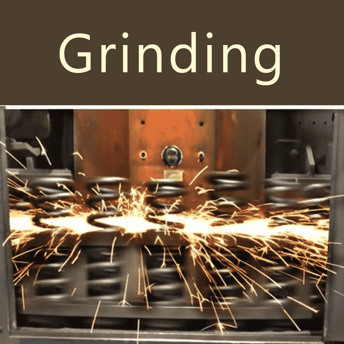
Es el tipo de resorte más común, pero también el más exigente para el equipo de rectificado.

Enfoque de Manufactura:
Están diseñados para resistir cargas de tensión, pero los ganchos son el lugar donde ocurren la mayoría de las fallas si no se forman correctamente.

Enfoque de Manufactura:
Estos resortes resisten fuerzas rotacionales, lo que significa que las "piernas" (los extremos rectos) deben estar posicionadas en ángulos exactos.

Enfoque de Manufactura:
La fabricación de resortes es el punto donde la metalurgia se encuentra con la ingeniería de precisión.
Desde la selección de la aleación correcta hasta el último ciclo de granallado (shot peening), cada paso determina si su resorte durará 100,000 ciclos o 10 millones.
Al elegir un fabricante, mire más allá del precio. Un socio de calidad debe ofrecerle:
¿Listo para discutir sus requerimientos de resortes? Contáctenos en las próximas 48 horas para recibir una revisión de ingeniería prioritaria.

Los rodamientos de bolas son los héroes olvidados del mundo industrial, ya que desempeñan un papel indispensable en el buen funcionamiento de la...
La industria de semiconductores está a la vanguardia de la innovación tecnológica y exige niveles de precisión, limpieza y fiabilidad sin...

En mis años como ingeniero mecánico, he aprendido que el resorte es, a menudo, el componente más engañoso en una lista de materiales (BOM). En un...