

 Richard
Richard
Bearing Seal Types & How to Select the Best
Whether you’re working with roller bearings, stainless steel ball bearings, or spherical roller bearings, bearing seals play an essential role in...
Choosing the right grade of stainless steel is only the starting point.
In food processing lines, offshore platforms, and chemical plants, the steel alone won't keep a bearing running—the seal and lubricant do most of the heavy lifting.
Get either one wrong, and even a 316 stainless bearing will fail ahead of schedule.
This guide focuses on what happens after you've selected the bearing material: how to match seal compounds and lubricants to your specific environment, and how to avoid the most common specification mistakes.
Already know the basics? This article picks up where our guides on seal types and bearing lubricants left off. Here, the focus is on stainless steel bearings in harsh environments specifically.
The term chemically inert bearing refers to a bearing assembly where every component—raceway, rolling elements, cage, seal, and lubricant—resists degradation when exposed to aggressive media such as strong acids, alkalis, solvents, or oxidizers.
No single material achieves this on its own. True chemical inertness is a system property, not a material property.
Here is how each component contributes:
Raceway and rolling elements: 316 stainless steel offers good resistance to chlorides and many industrial chemicals. For stronger oxidizers or halogen-containing media, ceramic rolling elements (Si₃N₄) or full ceramic bearings provide a higher level of chemical resistance.
Cage material: Standard steel cages corrode in aggressive environments. PTFE, PEEK, or glass-fiber-reinforced nylon cages are common upgrades for chemical-resistant assemblies.
Seal compound: The seal is often the weakest link. PTFE and FFKM (perfluoroelastomer) offer the broadest chemical resistance. NBR and standard silicone degrade quickly in most aggressive chemical environments.
Lubricant: Hydrocarbon-based greases react with strong oxidizers and many solvents. PFPE (perfluoropolyether) lubricants are chemically inert to virtually all industrial media and are the standard choice when lubricant compatibility is a concern.
When specifying a chemically inert bearing for high-contamination environments, verify compatibility for each component against the specific media present—not just the bearing material in isolation.
Stainless steel resists corrosion—but the seal doesn't automatically share that resistance.
A 316 stainless raceway paired with a standard NBR (nitrile) seal is a weak link: the steel survives the chemical exposure; the seal doesn't.

NBR holds up to petroleum-based fluids and moderate temperatures (roughly −30°C to +100°C).
Push it into a CIP (clean-in-place) washdown environment with caustic soda at 80°C, or a phosphate-ester hydraulic system, and the rubber swells, hardens, or cracks within months.
The mismatch between the bearing material's capability and the seal's actual limit is one of the most under-discussed causes of premature stainless bearing failure.
Viton—technically FKM (fluoroelastomer)—is the most practical upgrade from NBR for most harsh-environment applications.
It handles temperatures from −20°C to +250°C and resists a broad range of industrial chemicals: fuels, acids, hydraulic fluids, and many solvents.

Best for: Chemical processing, petroleum refining, high-temperature washdowns, oil-immersed environments.
Watch out for: Viton does not perform well with steam above 120°C or phosphate-ester fluids such as Skydrol. In those cases, EPDM is the better call.
EPDM (ethylene propylene diene monomer) is rated to +150°C and handles steam, hot water, and phosphate-ester fluids well.
It's also ozone- and UV-resistant, which matters in outdoor or UV-exposed installations.

Best for: Food processing washdowns (hot water and detergent), beverage equipment, pharmaceutical plants with steam sterilization.
Watch out for: EPDM is incompatible with petroleum oils and most hydrocarbon-based fluids. Don't use it where the bearing is oil-lubricated.
PTFE (polytetrafluoroethylene) is chemically inert to virtually everything—strong acids, strong bases, solvents, oxidizers.
It operates continuously from −80°C to +260°C.
Its coefficient of friction is also the lowest of any common seal material, which reduces heat buildup in high-speed applications.

The trade-off: PTFE is rigid. Unlike FKM or EPDM, it has no elastic memory, so installation must be precise or the seal won't seat properly.
Best for: Semiconductor manufacturing, aggressive chemical environments, cleanrooms, any application where chemical compatibility is the primary concern.
Worth knowing: For dynamic sealing where both extreme chemical resistance and elasticity are needed, consider FFKM (perfluoroelastomer)—essentially a fully fluorinated version of FKM. It costs significantly more but can extend seal service life by 10× or more in the harshest applications.
In moderately demanding environments—light moisture, standard dust—a single contact seal does the job.
But in environments with pressurized washdowns, saltwater spray, or airborne abrasive particles, one seal is a point of failure waiting to happen.
The solution is multi-stage sealing: layering different barrier types so that contamination must defeat multiple defenses before reaching the raceway.
A labyrinth seal (sometimes called a slinger or deflector) is a non-contact barrier installed outboard of the primary contact seal.
It creates a tortuous path that deflects liquid and solid contaminants before they ever touch the sealing lip.

In marine offshore environments and mining operations, the combination of an outer labyrinth/slinger plus an inner contact seal (FKM or EPDM) is standard practice.
The slinger handles the bulk of saltwater or slurry; the contact seal handles what gets through.
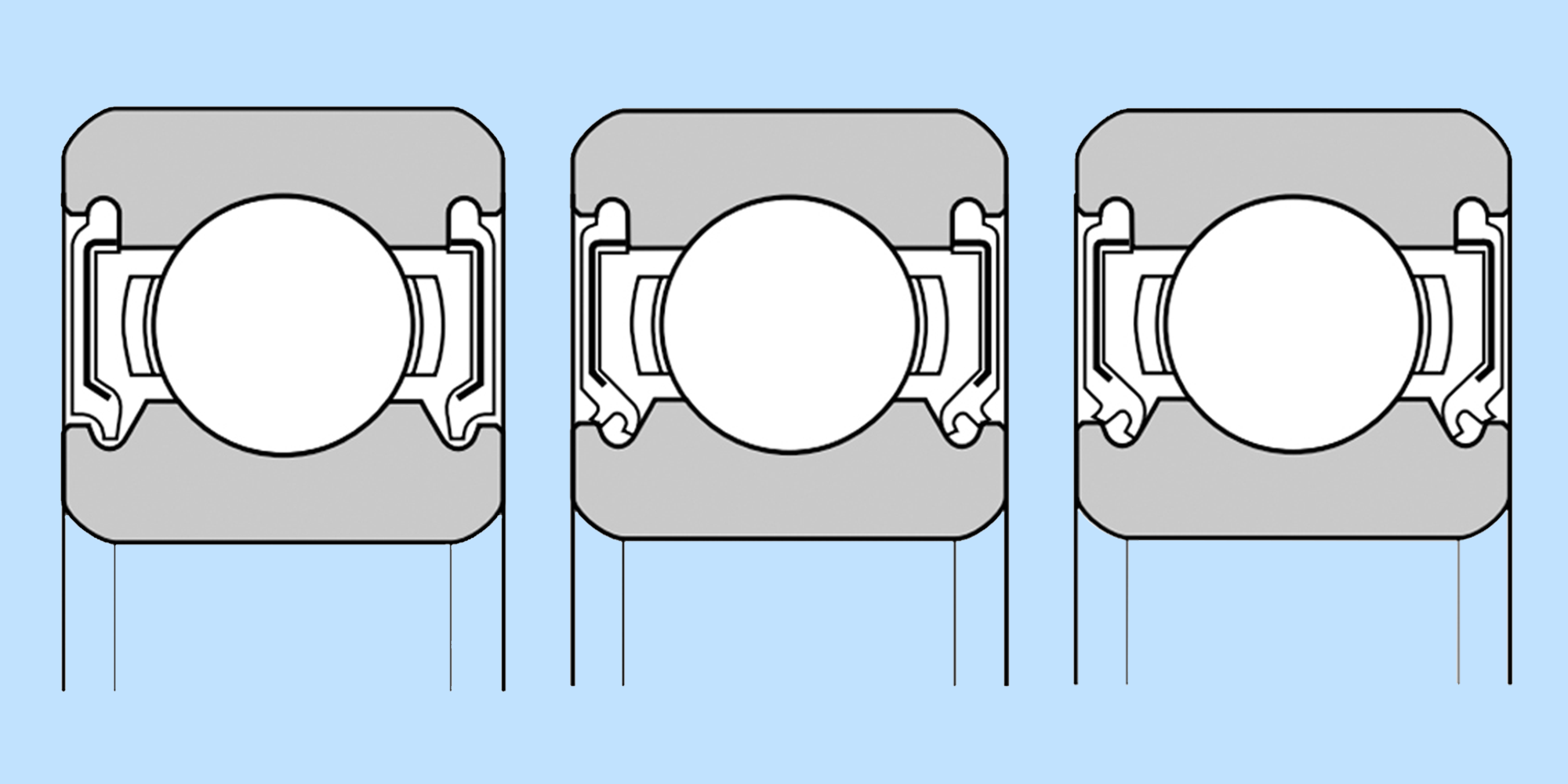
In food and beverage plants with high-pressure CIP washdowns, triple-lip seals have become the industry norm.
Three concentric sealing lips mean the bearing passes IP69K testing—resistance to 80°C water jets at 80 bar from any direction.
Pre-greased with H1-rated lubricant and combined with a smooth stainless housing that prevents water pooling, this configuration is the current best practice for hygienic applications.

In washdown environments, the most common cause of stainless bearing failure isn't corrosion—it's lubricant loss.
High-pressure water jets displace grease from the raceway.
Once the lubricant film breaks, metal-to-metal contact follows within hours, and the 316 stainless raceways wear out regardless of their corrosion resistance.
The right lubricant stays in place under the conditions it will actually face.
In any application with possible incidental food contact, H1-registered lubricants are legally required in most markets.
These synthetic greases comply with FDA 21 CFR 178.3570 and NSF H1 registration.

What distinguishes a good H1 grease from a basic one in a washdown environment is water resistance.
Look for formulations based on polyurea or calcium-complex thickeners—these resist emulsification under repeated hot-water exposure better than lithium-based H1 greases.
Key spec to verify: Dropping point above 200°C to ensure the grease doesn't thin out and wash away during hot washdowns.
For marine, coastal, and submerged applications, calcium sulfonate complex grease is the standard.
It offers:
Excellent water resistance and adhesion—it doesn't wash off under saltwater immersion
Built-in rust and corrosion inhibitors
High load capacity (useful for the shock loads common in marine equipment)
This grease type is also increasingly used in offshore renewable energy installations (tidal turbines, wave energy devices) where bearings face continuous seawater exposure.

In chemical plants where the lubricant itself may be exposed to aggressive media—strong oxidizers, concentrated acids, reactive gases—conventional hydrocarbon or synthetic ester greases will degrade.
PFPE lubricants are the answer: fully fluorinated oils that are chemically inert to virtually all industrial chemicals and compatible with oxygen service.

PFPE greases are significantly more expensive than standard synthetic greases, but in applications where lubricant contamination or degradation is catastrophic (e.g., chlorine gas handling, semiconductor fabs), cost becomes secondary.
Stainless steel bearings used in cleanrooms, medical devices, or vacuum chambers require lubricants with extremely low vapor pressure.
Standard greases outgas—releasing volatile compounds that contaminate controlled environments.

Low-outgassing greases (often PFPE-based or specific synthetic esters) are specified for these applications and should carry relevant certifications for the application sector.
Solid lubrication replaces conventional grease with a polymer matrix—typically a microporous polyurethane structure—saturated with oil.
The polymer is molded to fill the bearing's internal cavity completely.
During operation, the matrix releases oil at a controlled rate directly to the raceways and rolling elements.
Because the lubricant is physically locked inside the polymer structure, it cannot be washed out by water jets or displaced by vibration.
Solid lubrication makes the most sense when:
Relubrication access is difficult or impossible (deep in machinery, inaccessible locations)
Washdown intensity is extremely high (e.g., IP69K environments with daily hot pressure washing)
The application genuinely requires "lubed for life" operation with zero maintenance intervention
For food-grade applications, NSF H1-registered solid lubricants are available.
These operate in a range of approximately −10°C to +100°C (14°F to 212°F), covering most food processing conditions.
Solid lubrication is not a universal solution.
It has a fixed oil reservoir that depletes over time—"lubed for life" means the bearing's expected service life, not an indefinite period.
It also constrains bearing speed ratings (higher speeds generate heat that the solid matrix cannot dissipate as effectively as circulating grease).
Confirm speed and load compatibility before specifying.
|
Environment |
Recommended Seal |
Recommended Lubricant |
Additional Notes |
|
Food / Beverage Processing |
EPDM or Silicone, triple-lip |
H1 polyurea or calcium complex grease |
IP69K rating; smooth housing; consider solid lube for inaccessible points |
|
Chemical Plants |
Viton (FKM) or PTFE |
PFPE grease or synthetic fluorinated oil |
Verify chemical compatibility per specific media |
|
Marine / Saltwater |
NBR or FKM + outer slinger |
Calcium sulfonate complex grease |
316 SS bearing preferred; check speed ratings |
|
Pharmaceutical / Cleanroom |
PTFE (non-contact preferred) |
Low-outgassing PFPE grease |
Certify lubricant to relevant regulatory standard |
|
Mining / Abrasive Dust |
FKM contact seal + labyrinth |
High-viscosity EP lithium complex grease |
Prioritize multi-stage sealing; frequent relubrication schedule |
|
Offshore / Subsea |
FKM + labyrinth/slinger combo |
Calcium sulfonate or PFPE |
IP68 or IP69K housing recommended |
This is a step that's easy to skip and expensive to get wrong. Certain seal materials swell or degrade when exposed to specific lubricants:
EPDM + petroleum-based grease = incompatible. EPDM swells significantly in hydrocarbon environments.
NBR + phosphate-ester fluids = incompatible. NBR degrades rapidly.
PTFE is compatible with virtually all lubricants but requires careful assembly to maintain seal contact.
When switching lubricant types during regreasing, always check the compatibility of the new grease with the existing seal before proceeding.
Mixing incompatible greases can be as damaging as using the wrong type outright.
For a detailed breakdown of lubricant types and base oil chemistry, see our Guide to Bearing Lubricants.
These are two separate decisions that are sometimes conflated.
Seal type (contact vs. non-contact, shielded vs. fully sealed) determines the physical protection level.
Seal material determines chemical and thermal compatibility.
Both decisions must be right for the bearing to perform.
If you're still working through the type decision, our guide on Shielded vs. Sealed Bearings covers the trade-offs in detail.
The short version for harsh environments: shields are rarely sufficient; contact seals or multi-stage systems are almost always necessary.
Stainless steel bearings are the right starting point for harsh environments—but sealing and lubrication are what actually determine service life.
The three decisions that matter most:
Seal material: Match it to your chemical and thermal environment, not just to what's standard on the shelf. NBR is the wrong default in most harsh applications.
Seal system: Single seals are adequate for mild conditions. Demanding environments—washdowns, saltwater, abrasives—need multi-stage or triple-lip configurations.
Lubricant: Prioritize washout resistance and regulatory compliance. In extreme cases (very aggressive chemicals, inaccessible locations), solid lubrication or PFPE greases are the correct answer, not heavier conventional grease.
Getting all three right is how you extend bearing service life from months to years.
If you're unsure which combination fits your application, contact our engineering team—specifying stainless bearings for harsh environments is something we do every day.
A truly chemically inert bearing is a system, not a single material. Every component must resist the specific media present: 316 stainless or ceramic for the raceway and rolling elements; PTFE, PEEK, or FFKM for seals and cage; and PFPE lubricant for the grease. Using a stainless raceway with a standard NBR seal and petroleum-based grease is not chemically inert—the seal and lubricant will degrade even if the steel survives. Always verify component-by-component compatibility against your actual process media.
EPDM or Viton (FKM) are the top choices. EPDM handles hot water, steam, and detergents well, making it ideal for food and beverage washdowns.
Viton suits high-temperature chemical exposure. Avoid NBR in washdown environments—it swells and degrades under caustic cleaners.
Only in mild industrial conditions.
NBR handles petroleum-based fluids and moderate temperatures (−30°C to +100°C), but fails quickly in CIP washdowns, caustic chemicals, or phosphate-ester hydraulic systems.
In harsh environments, upgrade to Viton or EPDM at minimum.
Use an NSF H1-registered grease—legally required where incidental food contact is possible.
Choose formulations with polyurea or calcium-complex thickeners for better washout resistance.
Verify the dropping point exceeds 200°C for hot washdown applications.
The most common cause is lubricant washout, not corrosion.
High-pressure water jets displace grease from the raceway, leading to metal-to-metal contact within hours.
The solution is a washout-resistant grease (polyurea or calcium-complex based) combined with a triple-lip seal rated to IP69K.
Solid lubrication makes sense when relubrication access is difficult or impossible, or when washdown intensity is extremely high.
It locks lubricant inside a polymer matrix that cannot be washed out.
Note that it has speed limitations and a finite oil reservoir—confirm load and speed compatibility before specifying.
Yes, PTFE is chemically compatible with virtually all lubricants.
However, because PTFE has no elastic memory, installation must be precise to ensure proper sealing contact.
It is best suited for aggressive chemical environments, cleanrooms, and semiconductor applications where chemical inertness is the priority.
A multi-stage system combining an outer labyrinth seal or slinger with an inner FKM contact seal is standard practice.
The slinger deflects bulk saltwater or slurry; the contact seal handles residual contamination.
Pair with calcium sulfonate complex grease for maximum water resistance and corrosion protection.
Whether you’re working with roller bearings, stainless steel ball bearings, or spherical roller bearings, bearing seals play an essential role in...
A pillow block bearing is a pre-assembled unit that mounts a bearing insert into a housing, ready to bolt directly onto a machine frame. Unlike...

EPDM Seal Material: E8T89 Outstanding Elasticity and Hydraulic Compatibility Extensive testing has resulted in E8T89, a new Ethylene Propylene...