

 Richard
Richard
Tesla and its Gigafactory run with Lily Bearing
LILY has supplied assistance in Tesla’s create new products at the Gigafactory, a special custom slewing bearing made by Lily Bearing will soon start...

Off-the-shelf bearings solve most problems.
But when your application pushes the limits of standard geometry, material, or tolerance — you need a supplier who engineers alongside you, not just one who fulfills purchase orders.
Most OEM procurement decisions start the same way: an engineer hands over a drawing, and someone in purchasing tries to find a part that fits.
With standard bearings, that process takes hours.
With custom requirements — non-standard bore, specialized material, tight tolerance, unusual environment — it can take months, and the wrong supplier choice can set a product launch back by a full quarter.

If you're reading this, you've probably already ruled out the catalogue.
What you need now is a realistic picture of how the custom development process actually works — and what separates a supplier who can execute from one who'll cost you a quarter.
Still deciding whether your application needs a custom bearing at all? Start with our guide to choosing a reliable bearing supplier first.
The default answer should always be: use a standard bearing if you can.
Standard bearings benefit from decades of manufacturing refinement, predictable pricing, short lead times, and global supply chain redundancy.
Specifying a custom bearing when a standard one would work is a procurement mistake, not an engineering achievement.
That said, there are clear situations where standard catalogues fall short:
Practical rule:
If your application can tolerate a standard bearing series with only minor modifications — different seal, slightly different grease, surface treatment — that's a modified standard, not a full custom.
Modified standards cost far less and arrive far sooner.
Only commit to a full custom design when the application genuinely cannot be served any other way.
The most common reason custom bearing projects stall isn't a design problem — it's discovering three months in that your supplier outsources the one step that matters most.
Before any drawing changes hands, map out exactly which capabilities are in-house and which aren't.
The question that matters most:
Ask every candidate supplier directly — "What steps in this process happen in your facility?" A supplier who can't answer specifically is a supplier who doesn't control the process. When something goes wrong at month three, you'll be the one absorbing the delay.
Most project delays aren't caused by manufacturing problems.
They're caused by teams that didn't know what the timeline actually looked like before they committed to a delivery date.
Here's what a well-run custom bearing development looks like at each stage.
Reality check on total timeline:
A well-managed custom bearing development — from first technical discussion to first production delivery — typically runs 4–6 months.
Projects with multiple iteration cycles, special material sourcing, or third-party testing requirements can reach 9–12 months.
Build this into your product development schedule before you commit a delivery date to your customer.
Suppliers can help you refine parameters — but they can't define your application requirements for you.
Show up to the first meeting without a complete specification and you've already added weeks to the project.
Price and lead time are easy to compare. Engineering depth isn't — but it's what determines whether your project actually lands.
Use these questions to test whether the sales pitch matches the actual shop floor.
A supplier with real experience will name the client, the application challenge, and what they changed from the standard design.
If the answer stays vague — "we've done many custom projects" — treat it as a no.
Credible suppliers name their tools — BEARINX, SKF BearingSelect, or their own validated FEA models.
If the answer is "our engineers have experience," that's not a calculation.
That's a guess. L10 life estimation requires ISO 281 methodology, and the math needs to be traceable.
ABEC-9 work requires sub-micron measurement capability.
Ask specifically what CMM, air gauge, or roundness tester they operate in-house — not what they have access to.
A supplier who sends ABEC-9 parts to a third-party lab for measurement adds lead time and a traceability gap to every batch.
Customer-owned tooling means you can move production if the relationship breaks down.
Supplier-owned tooling creates a switching cost that grows every time you reorder. Get this in writing before committing to a design, not after.
Any supplier worth working with has a written Non-Conformance Report (NCR) process with defined response times.
If the answer is "it won't happen" or "we'll figure it out," that tells you more than any certification document.
Certifications relevant to custom OEM work
The best way to evaluate a custom bearing supplier is to look at what they've actually built. Here are four projects where a standard bearing wasn't an option.
In a vacuum environment, you can't replenish grease. Standard lubricants either outgas or fail at speed. Ellex needed high-speed miniature bearings that could run indefinitely without lubrication intervention.
The answer was hybrid ceramic — ceramic balls are self-lubricating by nature and generate significantly less friction at high speeds than steel. LILY Bearing developed a non-standard configuration with oil-free dry lubrication specifically for Ellex's vacuum application.
"Ellex is happy to be working with Lily Bearings for the past few years, and have always found the custom bearings supplied to be of the highest quality and excellent value." Full case study →

1,170 units. That's how many KP4R16-2 bearings P2 Mission Solutions ordered after LILY Bearing replaced their existing RBC model with a solution built for the actual conditions: stainless inner and outer rings, full ball complement, PTFE retainer rated to 250°C, and aviation-specific grease.
The previous bearing couldn't handle the combination of corrosion, high temperature, and load. The replacement could — and the maintenance costs and downtime that came with the old solution dropped significantly.
"We received the bearings and they met all quality requirements." — President, Production Products Mfg & Sales Co., Inc. Full case study →

Six months to one month. That's the lead time improvement Decathlon achieved by switching to LILY Bearing for their 608ZZ scooter bearings — alongside a 20% reduction in procurement cost.
The previous supplier couldn't keep pace with Decathlon's volume or delivery requirements. LILY Bearing restructured production to match both, with consistent batch-level quality control at scale.
"It's easy and a pleasure working with LILY Bearing. They always respond promptly and deliver qualified products on time. There are no concerns when dealing with LILY Bearing." Full case study →

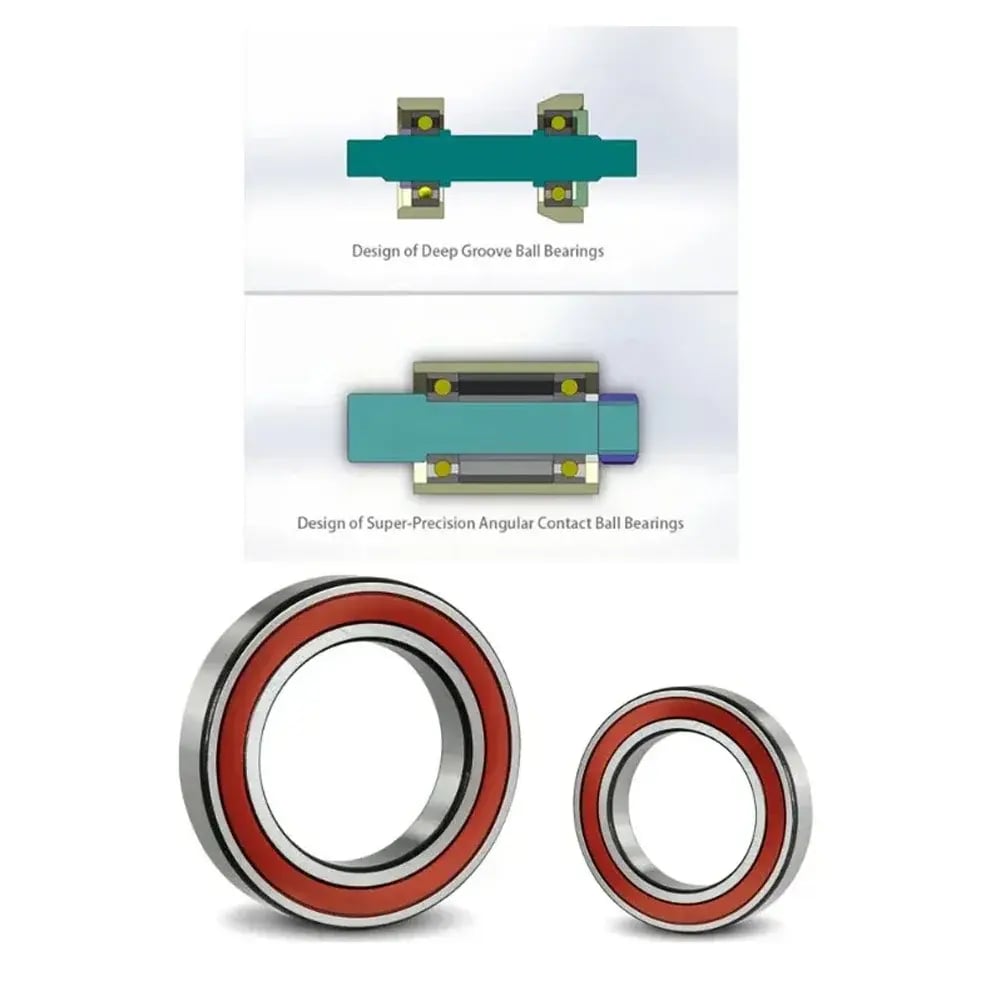
The constraint was fixed: the shaft couldn't be redesigned. But the deep groove ball bearings it had been built for couldn't deliver the precision the optical grade mirrors required.
LILY Bearing engineered super-precision angular contact ball bearings to fit the existing shaft geometry exactly — no surrounding design changes, higher precision achieved. Full case study →
LILY Bearing has supplied custom precision bearings to OEMs across 35 countries for over 20 years.
Every custom inquiry is handled by an application engineer — not a sales rep. The first response includes a technical feasibility assessment, not just a price.
Discuss Your Custom Bearing Project
It varies by bearing size and complexity.
For small precision bearings (under 50mm OD), most suppliers work with prototype quantities of 10–50 pieces for first articles, with production MOQs typically from 500–2,000 pieces.
Negotiate prototype and production MOQs separately — they're different conversations, and a supplier who won't separate them is likely trying to avoid committing to low-volume prototype support.
Expect a 30–200% unit price premium over an equivalent-size standard bearing, depending on the degree of customization, tolerance grade, and volume.
Non-recurring engineering (NRE) and tooling costs add to the upfront investment.
The total cost of ownership picture is more nuanced — custom bearings often eliminate the need for adaptation hardware, reduce assembly labor, and extend service life in demanding applications.
Run the full calculation before deciding a standard bearing is cheaper.
Yes — including shield engraving, custom packaging, and branded documentation.
Confirm the specifics with the application engineer at the time of quoting: minimum quantities for engraving, lead time implications, and documentation requirements vary by design.
Changes after production qualification trigger an Engineering Change Order (ECO) process.
Depending on the scope of change, a partial or full re-qualification — including new FAI — may be required.
This is why design freeze discipline matters: changes made before production tooling is committed cost weeks.
The same changes made after can cost months.
Get an NDA signed before sharing drawings or specifications — not after.
Make sure the contract explicitly states that all designs, drawings, and tooling developed to your specification are your intellectual property.
Any supplier who pushes back on a standard NDA is telling you something important about how they handle customer data.
Next steps: Request a custom bearing quote · Browse custom bearing capabilities · View all case studies
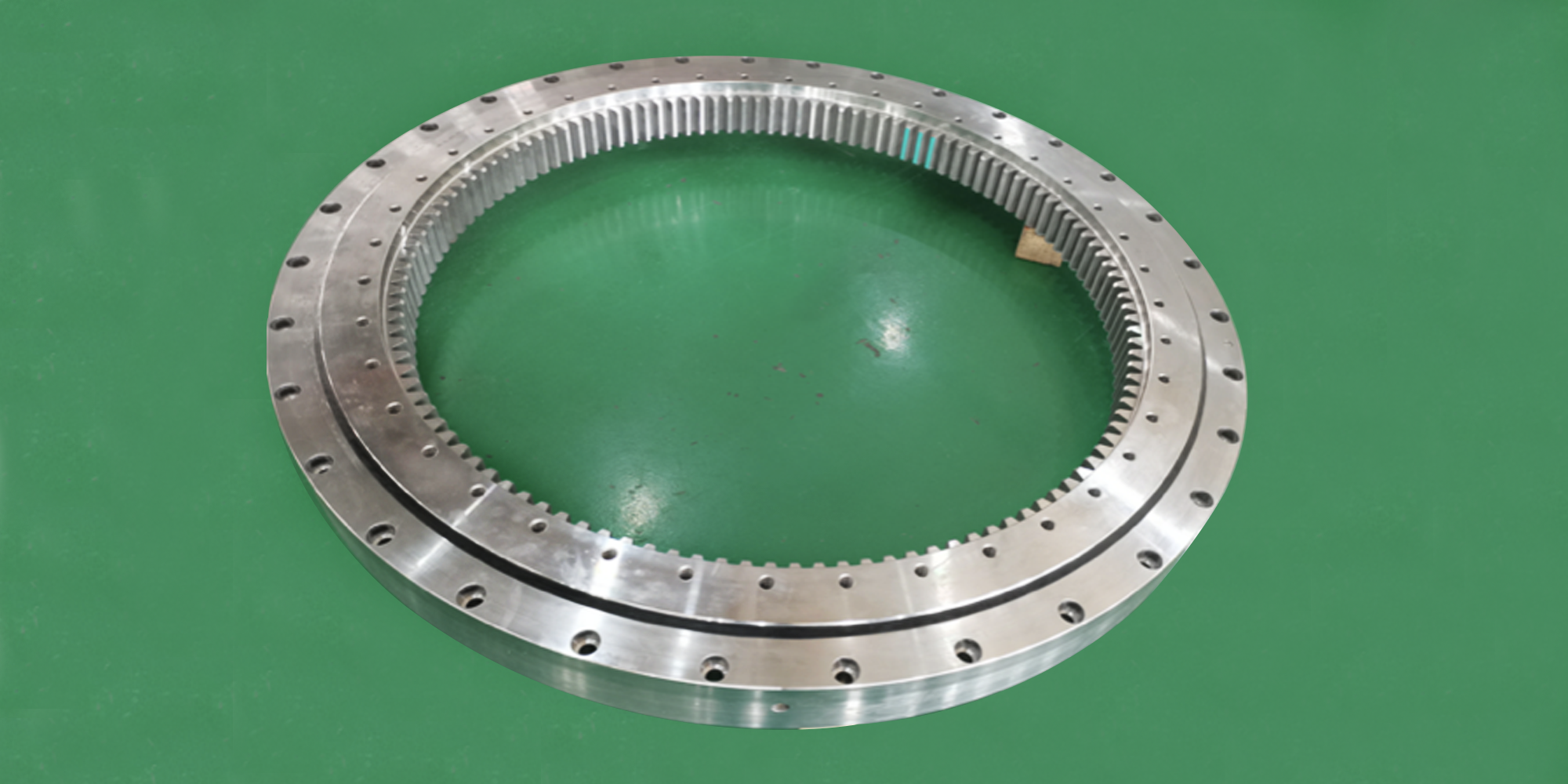
LILY has supplied assistance in Tesla’s create new products at the Gigafactory, a special custom slewing bearing made by Lily Bearing will soon start...

Bearings are the silent heroes of modern industry. From the turbines powering entire cities to the motors inside your electric vehicle,...
What is a Bearing Number? A bearing number (also known as a bearing code) is a standardized alphanumeric identifier that specifies a bearing's type,...